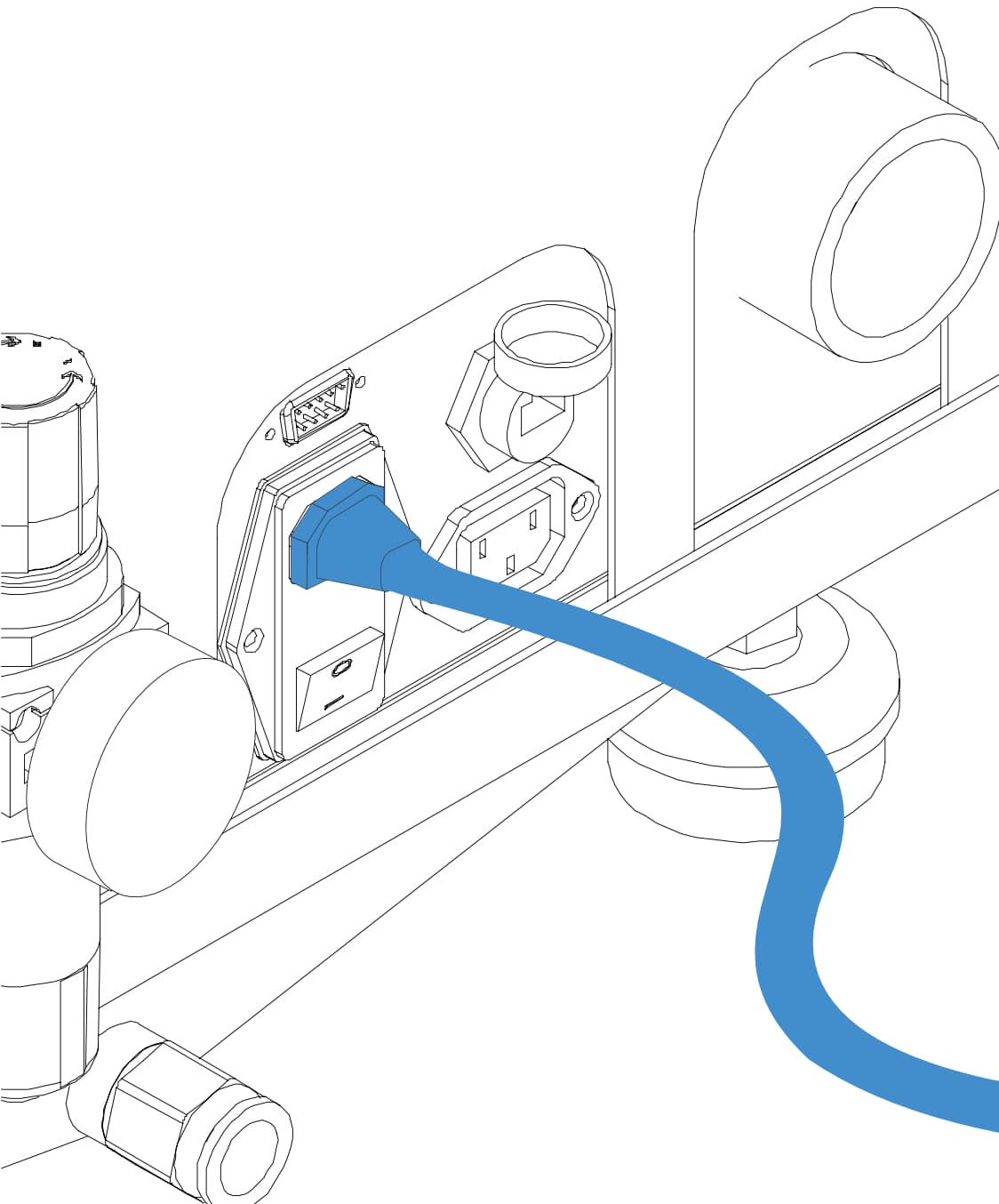
● 220 volts ± %5, 50Hz, 1 Kw, Single phase main electric output.
● Minimum 3 x 1.5mm Power cable line and 16 Amp fuse installation.
● Grounding type Class 3 ( Class 3 Grounding requirements are max 100 Ω grounding resistance and 500 V megger measuring instrument).
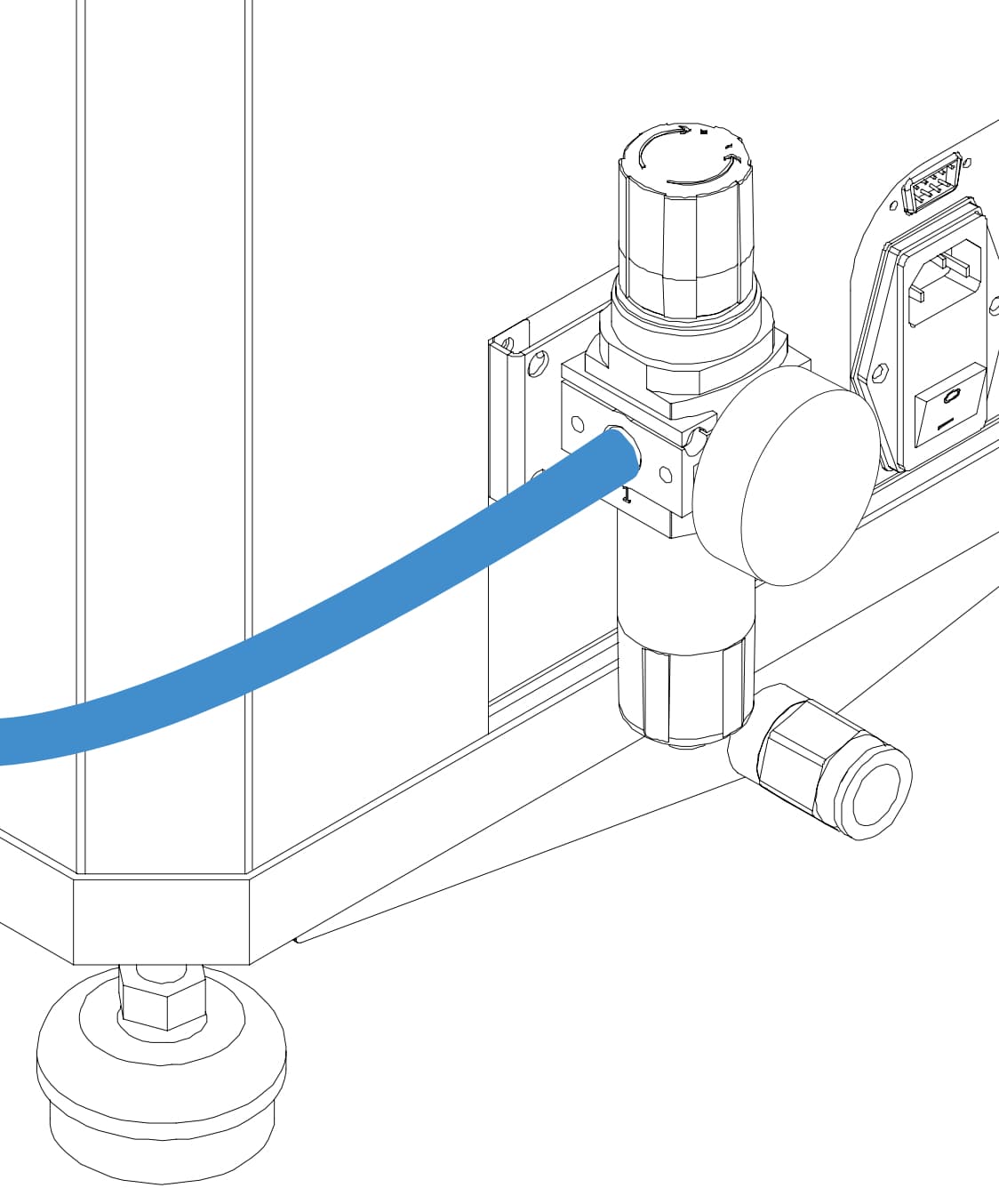
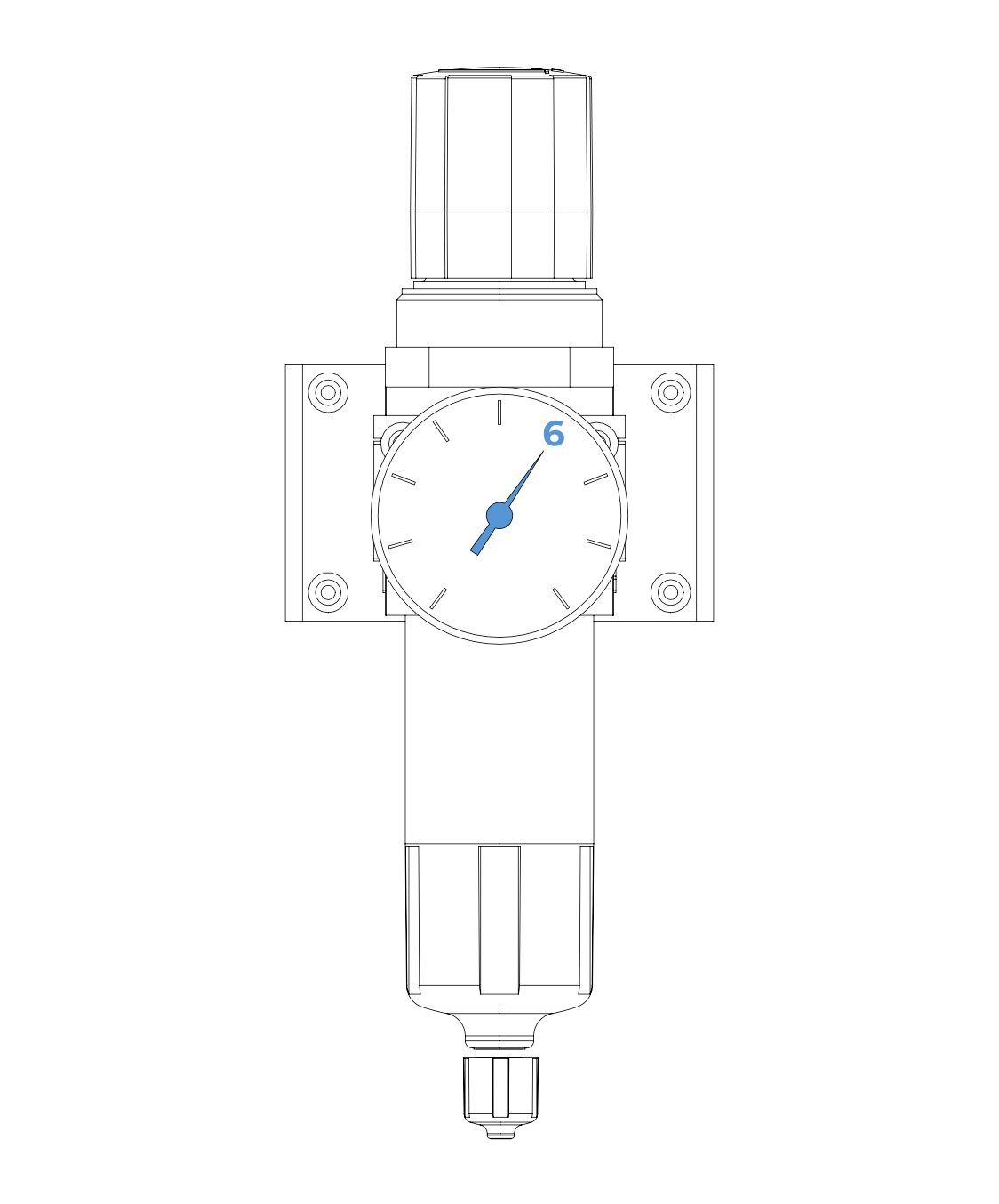
● Minimum P=4,5 bar compressed air (ISO 9001, ISO 14001 & ISO 1217).
● Minimum 60 L/min flow rate. Recommended 150 L/min flow rate
● The Air line from the compressor to the Machine must be at least 3/4” in size.
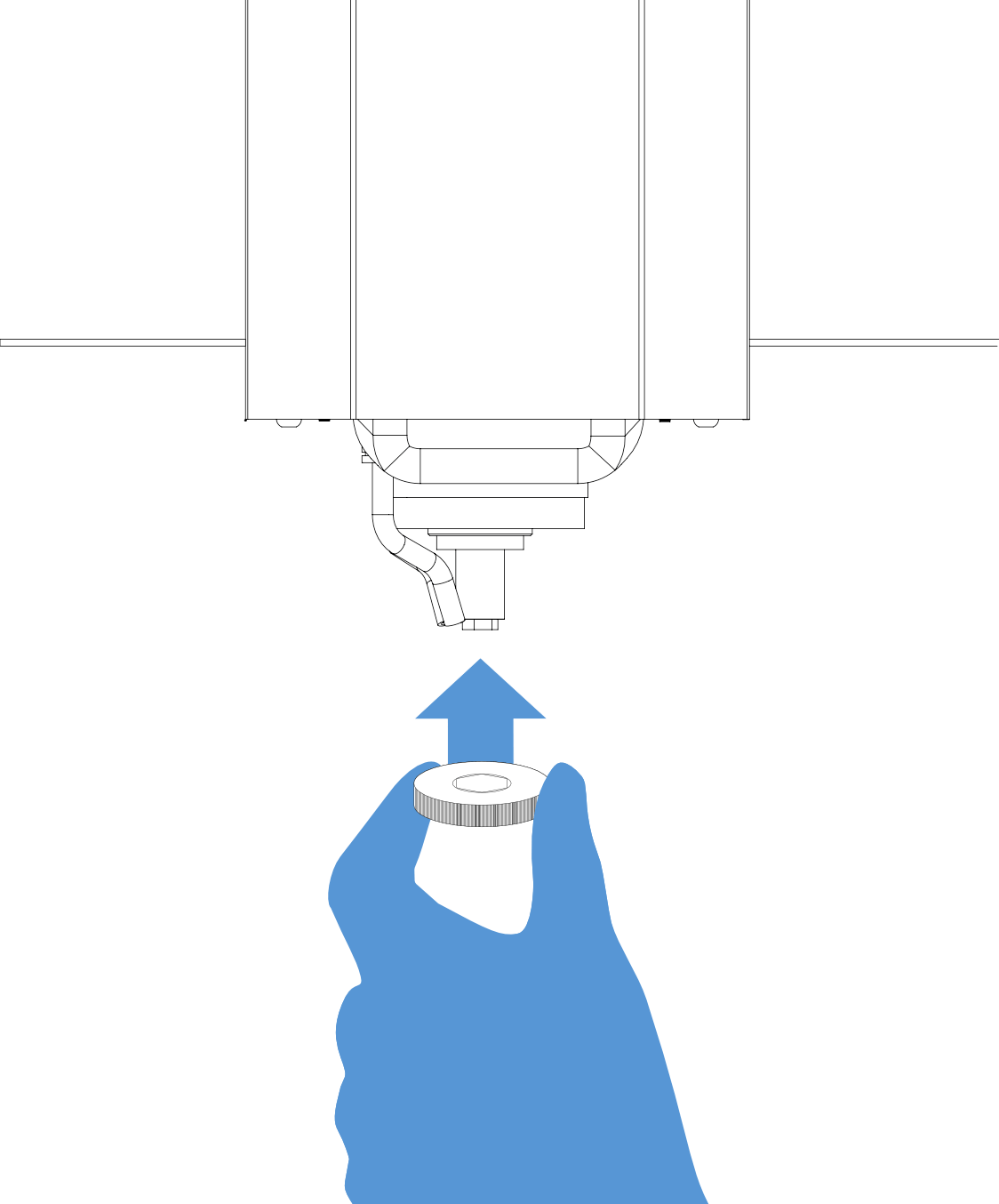
● Manual valve for on/off.
● Solid impurities – Class 3 – Filter grade at least 5μm for solids
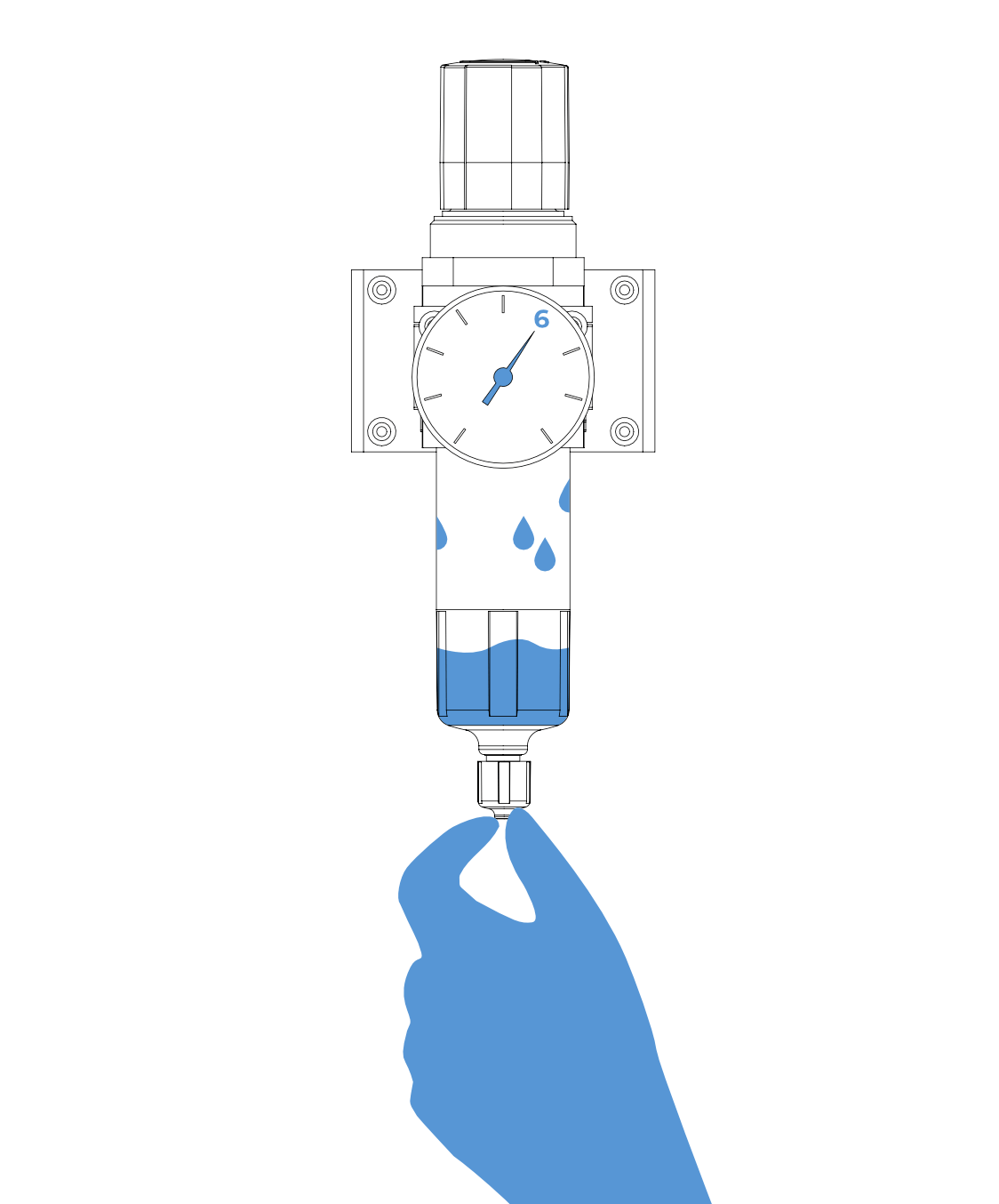
● Water content – Class 4 – max. Pressure dew point +3C
● Total oil content – Class 2 – max. Oil content 0.1mg/m3.
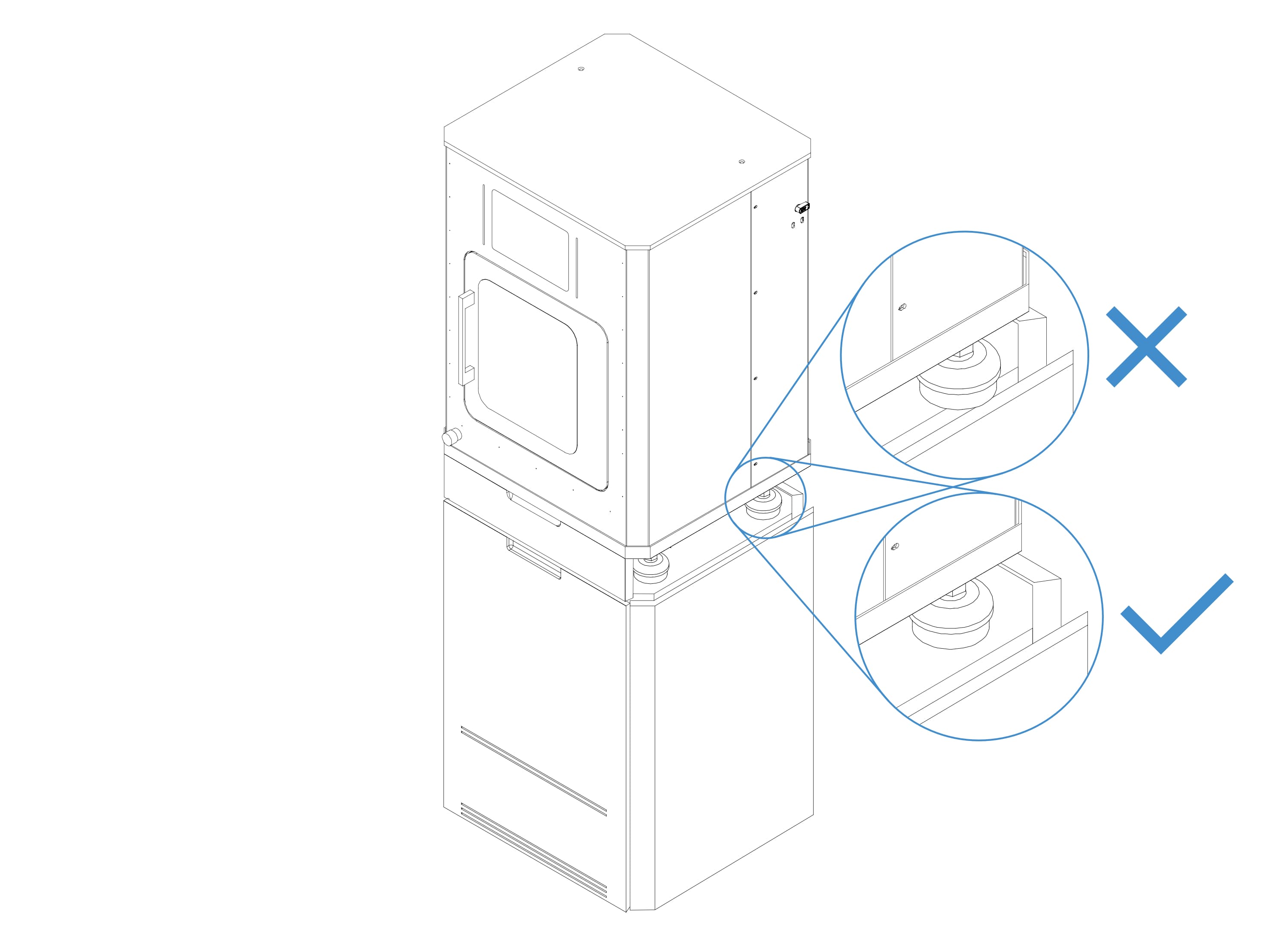
● The machine generates vibration while working therefore a smooth concrete floor surface should be prepared. Only a 5mm level difference is allowed throughout the machine base. The machine's surrounding should be clear.
● Between the wall and the machine, there should be a minimum distance of 50 cm.
● If the humidity and temperature of the compressed air are variable, then the drying system and air coolers should be installed.
● Compressed air temperature should be the same as the room temperature.
● The ambient temperature for machining conditions should be 20-25 °C degrees.