MCTL klasörünüzü aylık yedekleme, bilgisayar donanımı/yazılım arızası veya arızası durumunda faydalı olabilir.
CNC bilgisayarınızda bu konuma gidin.
Bu bilgisayar > Yerel disk (C:)
"MCTL" klasörünü güvenli bir depolama aygıtına veya bir bulut hizmetine kopyalayın.
"Initialization 51" sorunu
Makinenizin güç düğmesini açıp açmadığınızı kontrol edin.
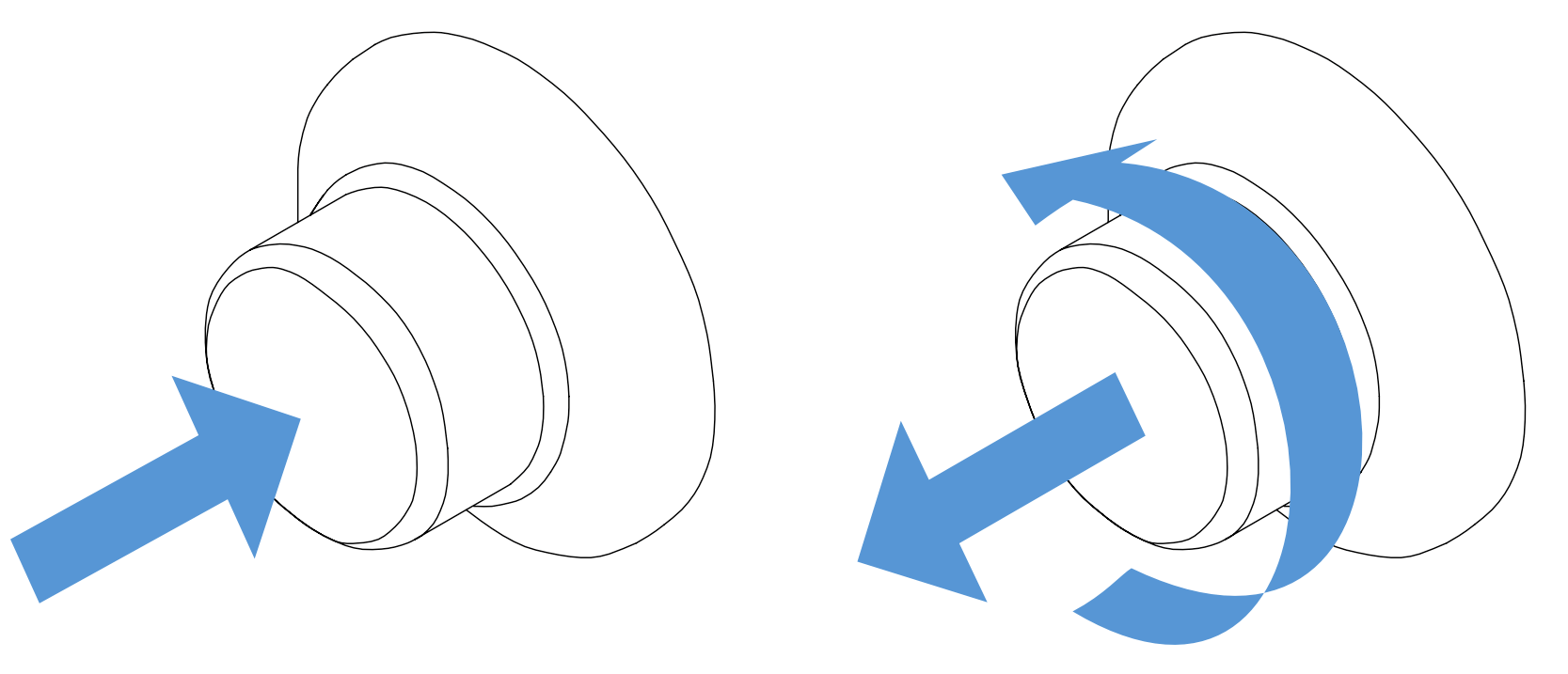
Acil durum düğmenize basılıp basılmadığını kontrol edin. Basılı ise, döndürerek serbest bırakın.
Tablet bilgisayarınıza bağlı olan USB kablonuzun gevşek veya çıkmış olup olmadığını kontrol edin. Nadiren USB bağlantı noktaları arızalanabilir, bu nedenle USB bağlantı noktasını değiştirerek de kontrol edebilirsiniz.
"Motor power is off" sorunu
Acil durum düğmenize basılıp basılmadığını kontrol edin. Basılı ise, döndürerek serbest bırakın.
Eksenlerde aralıklı hareket
CNC programını kapatın.
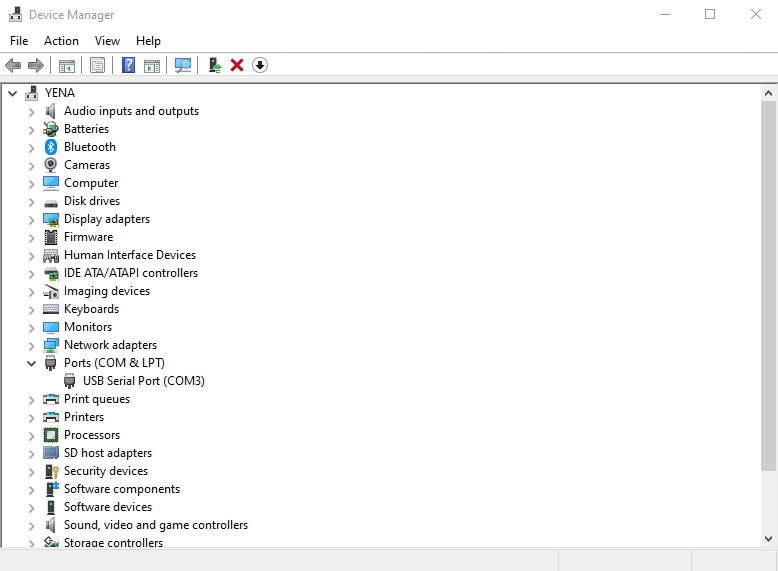
Windows Ports kısmından "COM latency timer" değerini kontrol edin.
USB serial port (COMX)'e sağ tıklayın. Properties (özelliklere) tıklayın.
Birden fazla USB seri bağlantı noktası olabilir. Bağlantı Noktası, USB kablosu çıkarılarak tanımlanabilir. Listeden kaldırılan USB seri bağlantı noktası aradığınız seri bağlantı noktasıdır.
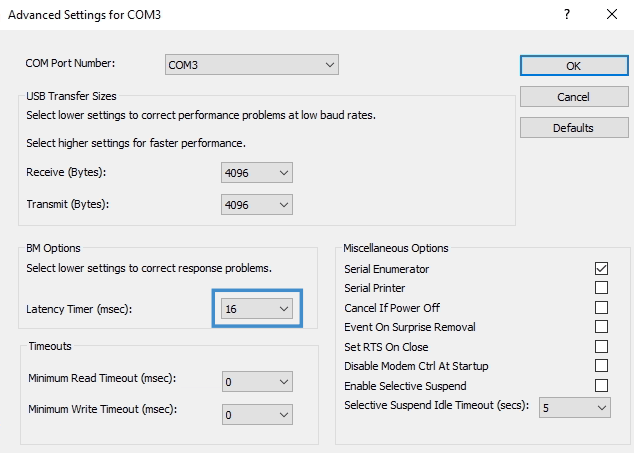
"Port settings"(Bağlantı noktası ayarları) sekmesini seçin. Advanced...(Gelişmiş...) seçeneğine tıklayın.
Latency timer " 1 " olarak ayarlayın. Tamam'ı tıklayın.
Bilgisayarı yeniden başlat.
"Required parameters missing" sorunu
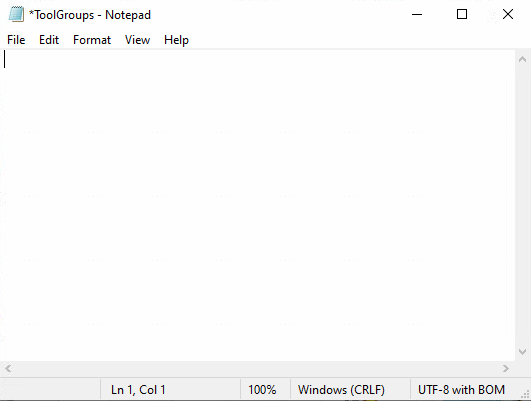
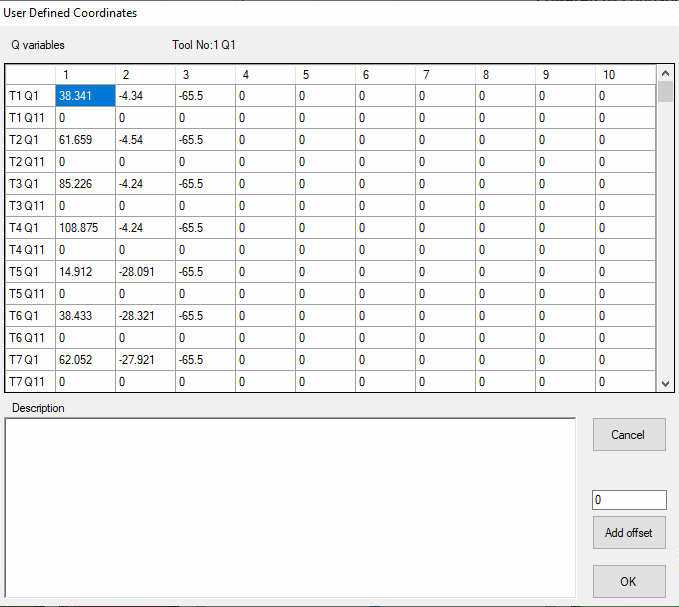
ToolGroups dosyasının içeriğinin silinip silinmediğini kontrol edin.
CNC programını kapatın.
CNC bilgisayarınızda bu konuma gidin.
Bu bilgisayar > Yerel disk (C:) > MCTL > PARMS
"ToolGroups.setup" dosyasını açın.
İçerik boşsa ToolGroup dosyasını indirin, kopyalayın ve var olan ile değiştirin.
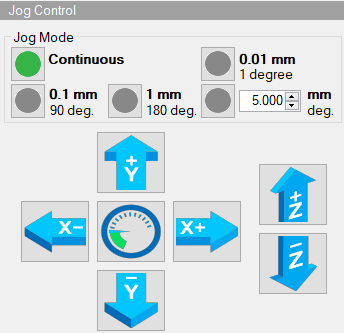
Eksen kontrolu elinizde olduğu için eksenler çarpabilir.
"Feed rate" %20'ye düşürün.
Takımın deliğe tamamen girmesi gerekmez. Eğer şablon kullanılıyorsa, takım şablona dokunmamalıdır.
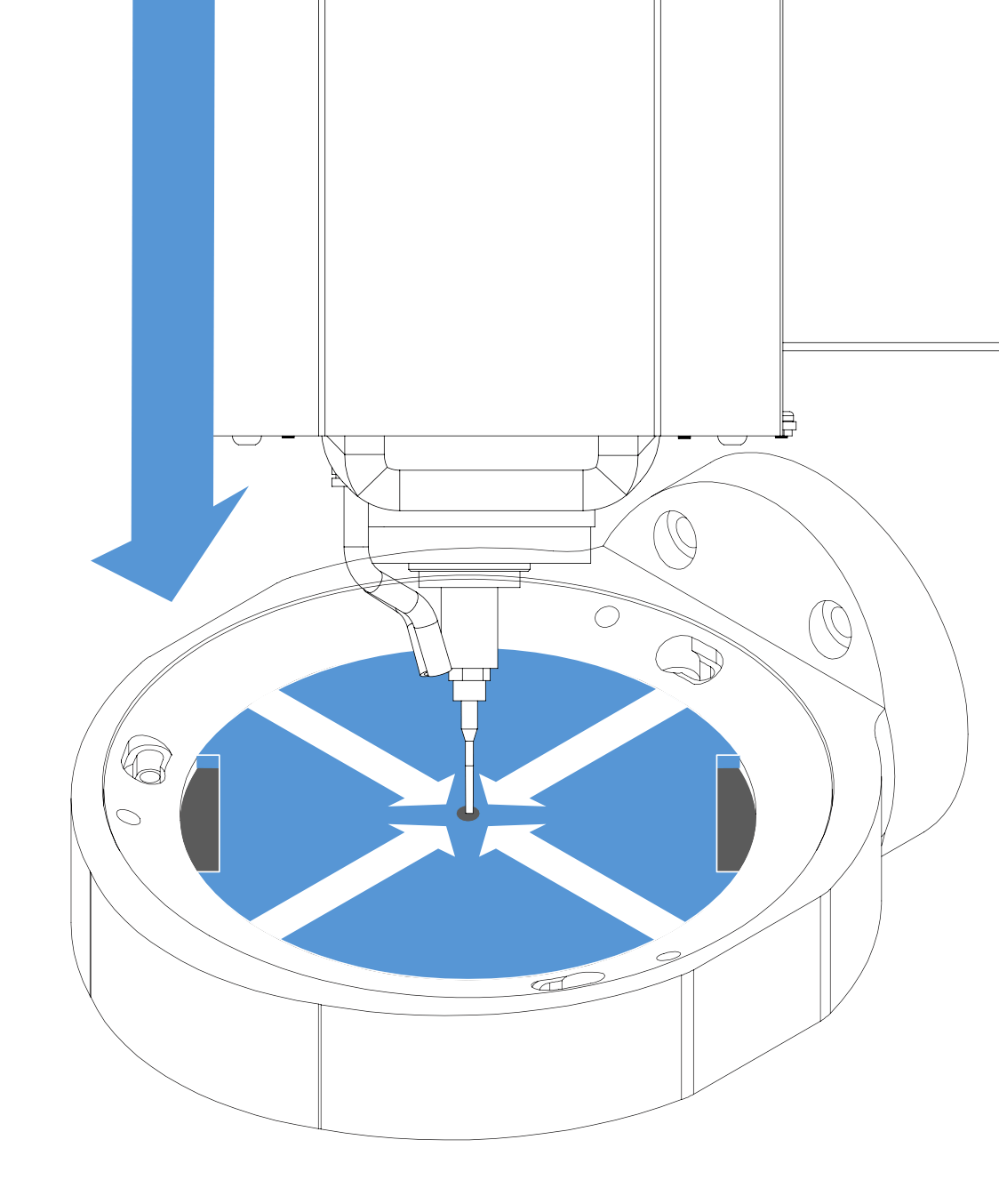
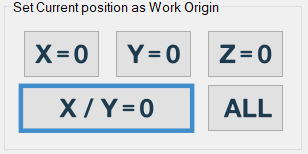
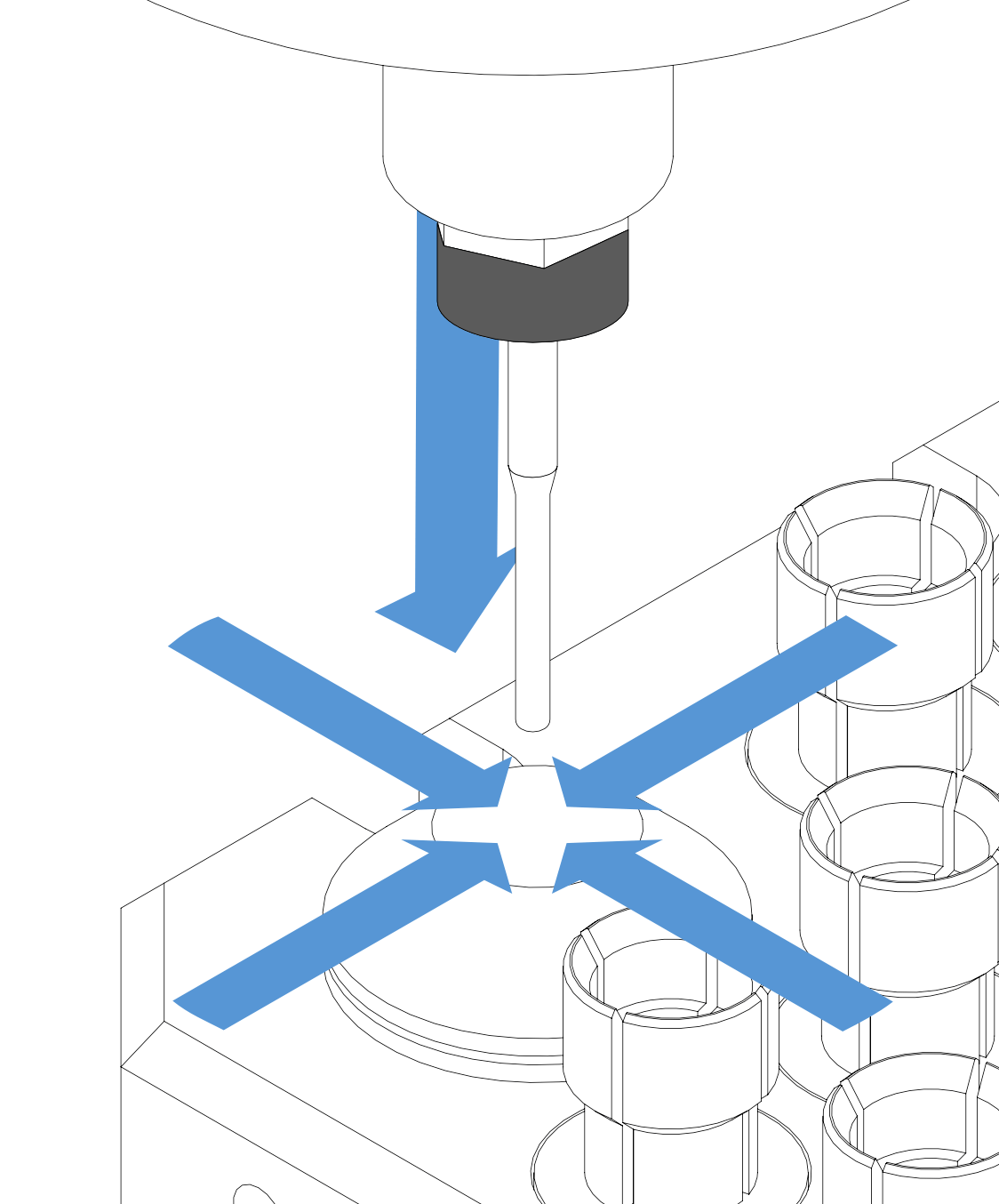
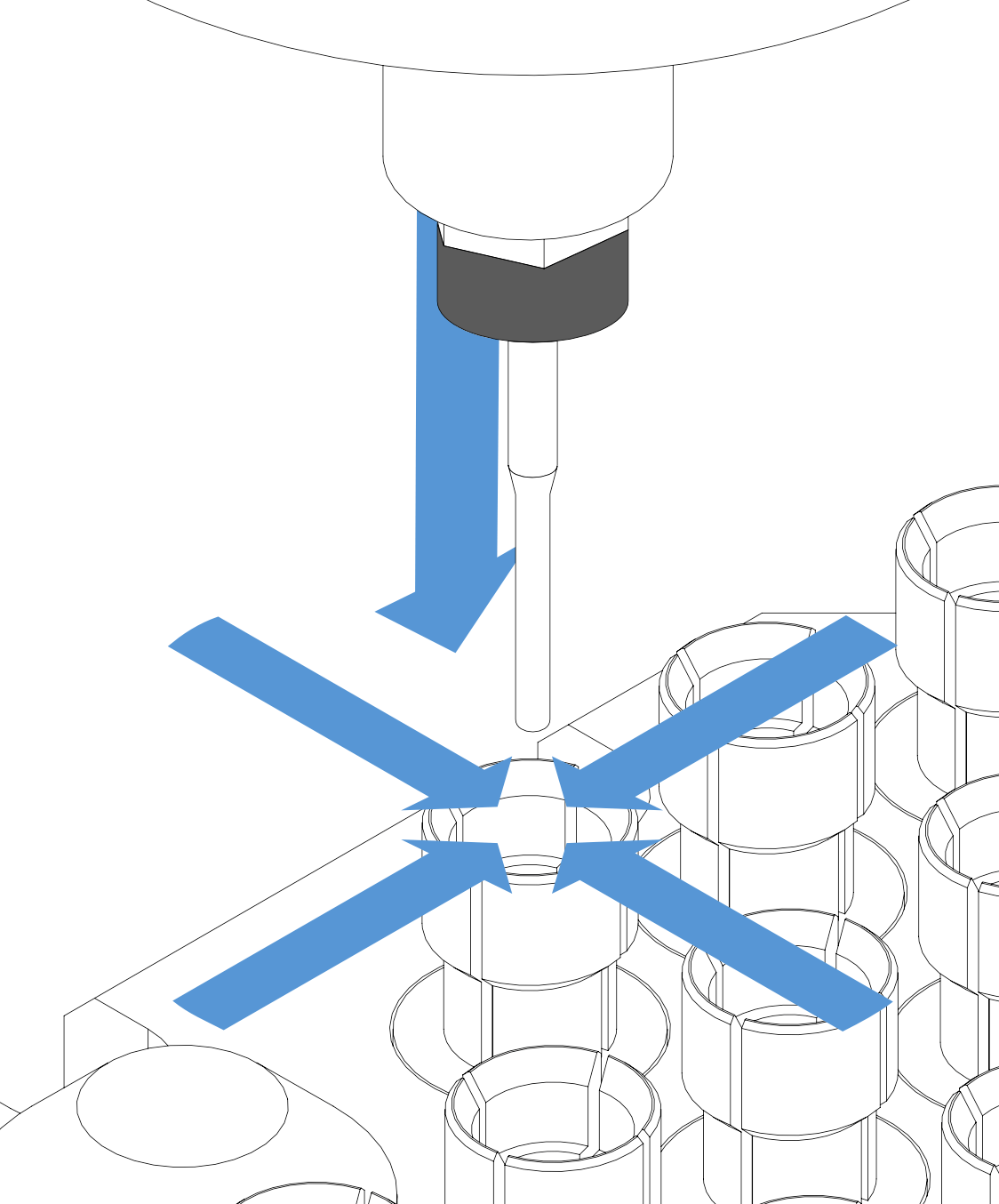
"Jog control" düğmelerini kullanarak takımı ortalayın. Daha fazla hassasiyet için takım X ve Y eksenlerinden merkeze yakınken 0,1mm kullanın.
Takımı merkezledikten sonra "X/Y=0" düğmesine tıklayın.
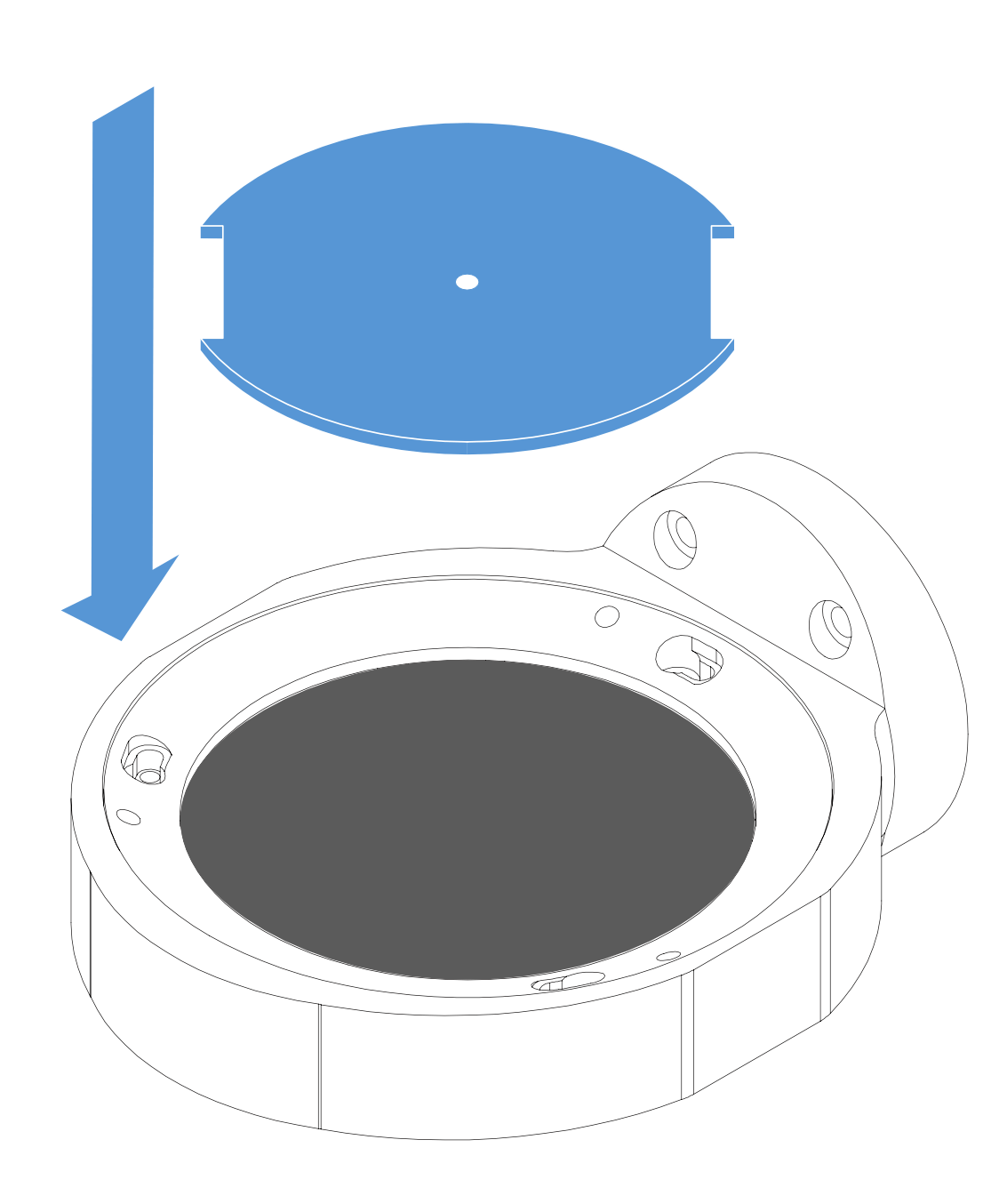
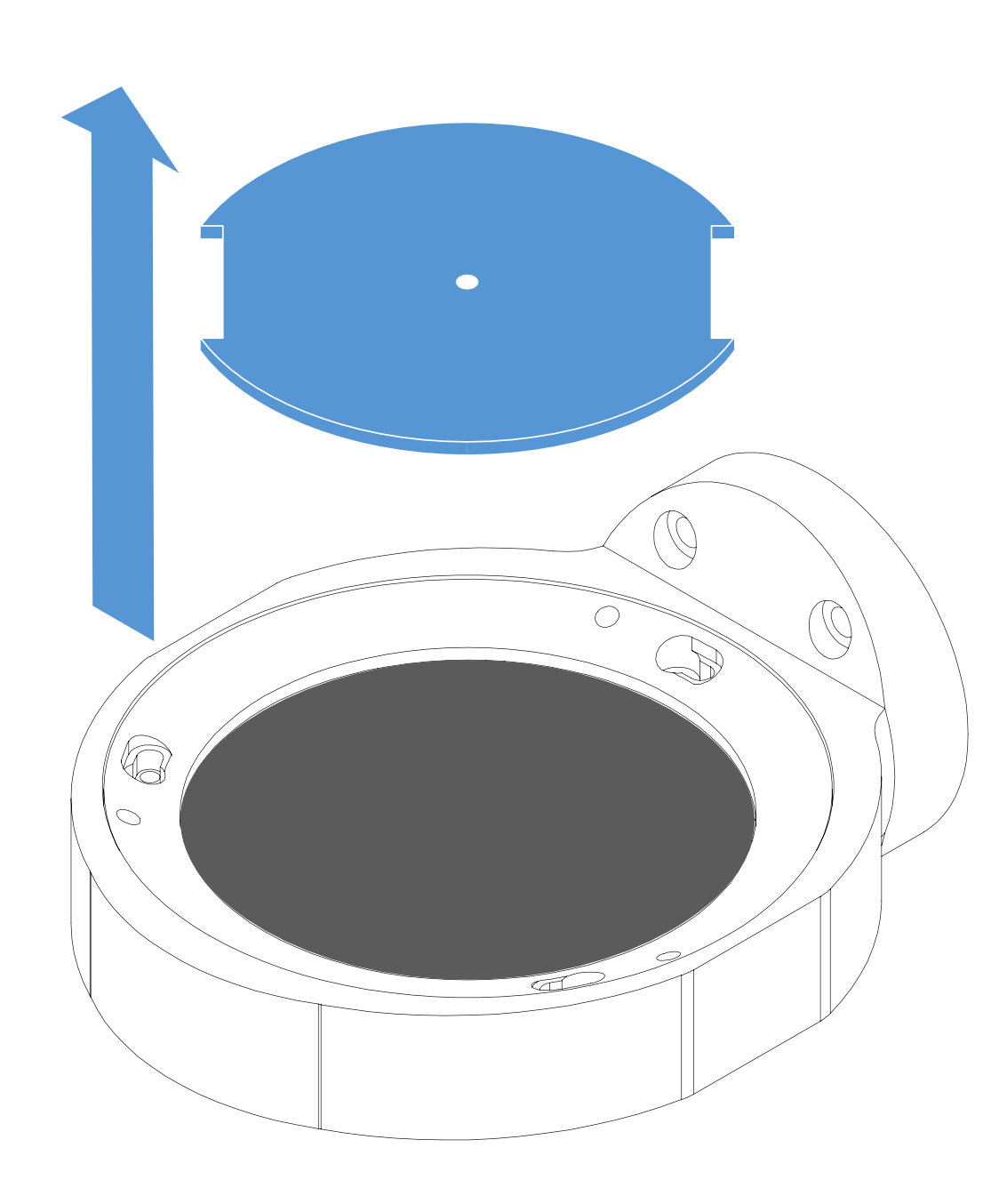
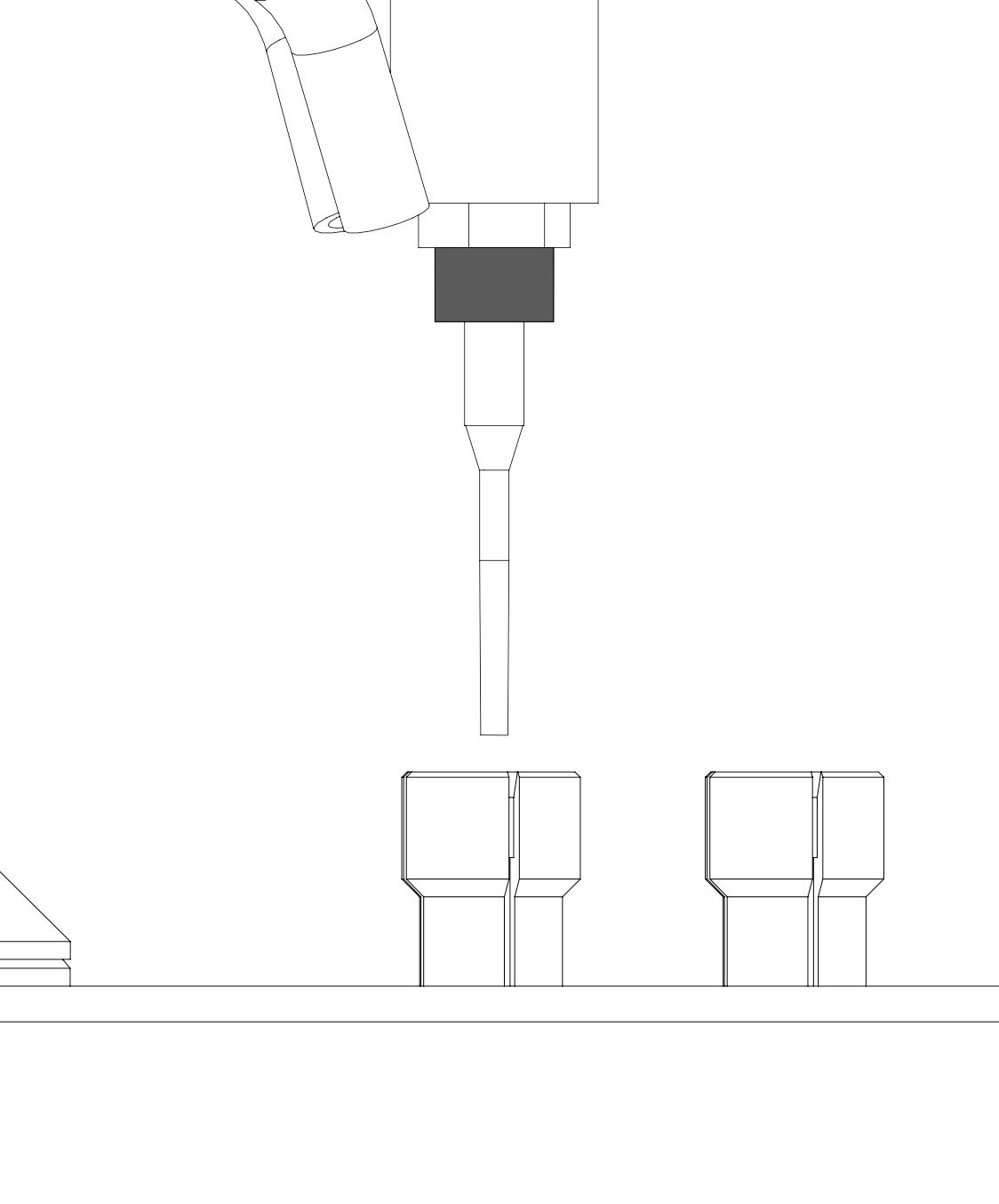
Z eksenini yukarı hareket ettirin, ardından parça sıfırı diskini çıkarın.
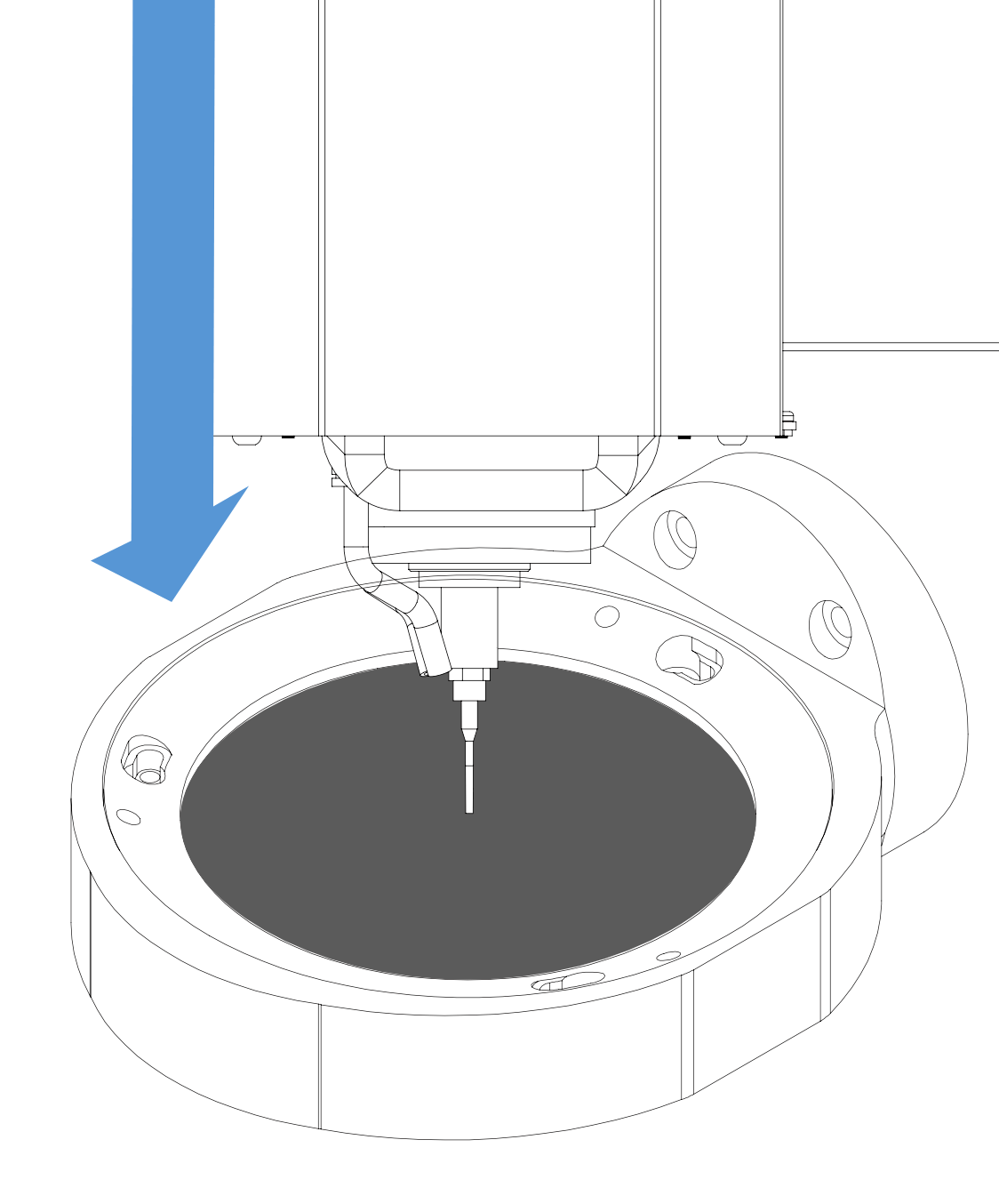
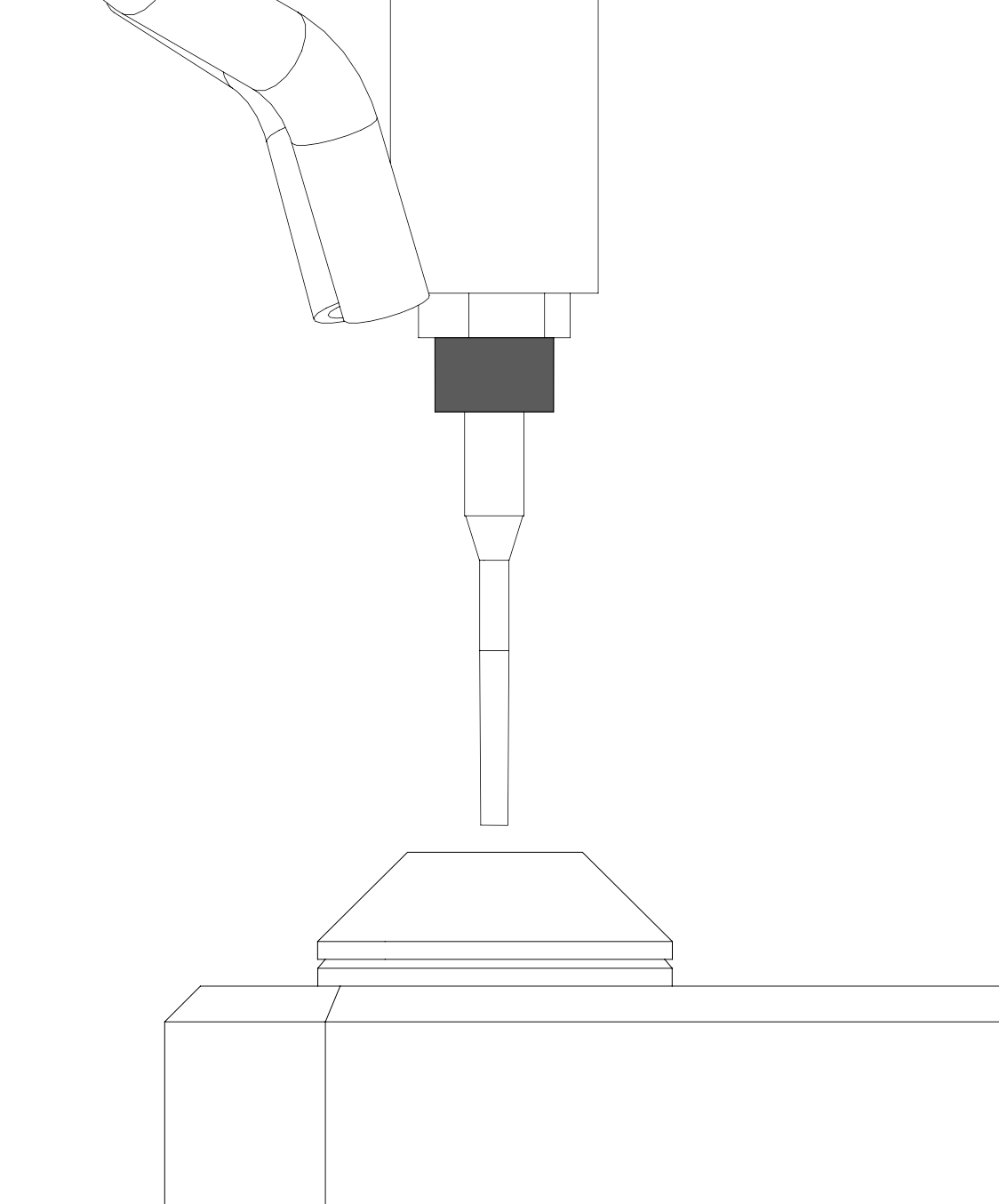
Wax'a birkaç milimetre kalana kadar Z eksenini aşağı hareket ettirin.
Spindle motorunu başlatmak için "CW"ye basın.
"Jog control" bölümünde 0,1 mm'yi seçin. Dokunana kadar Z eksenini indirin. Takım mumla temas eder etmez durun.
Takım dokunduğunda takım etrafında mum parçaları görünür.
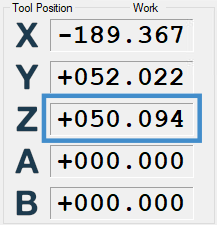
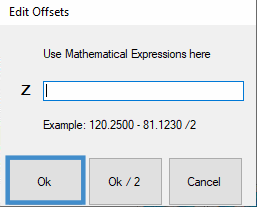
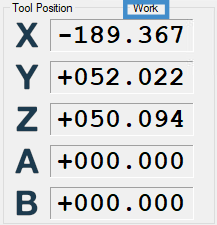
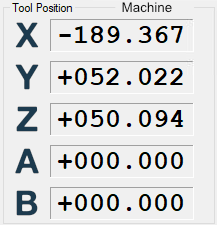
"Tool position" bölümünde Z eksenine tıklayın.
Merkez noktasını bulmak için mum kalınlığınızın yarısını milimetre cinsinden yazın. Ardından "Tamam"ı tıklayın
Makineyi ısıtın, ardından standart kalibrasyonu yapın. Kalibrasyon kılavuzunu makinenizin kılavuz sayfasında bulabilirsiniz.
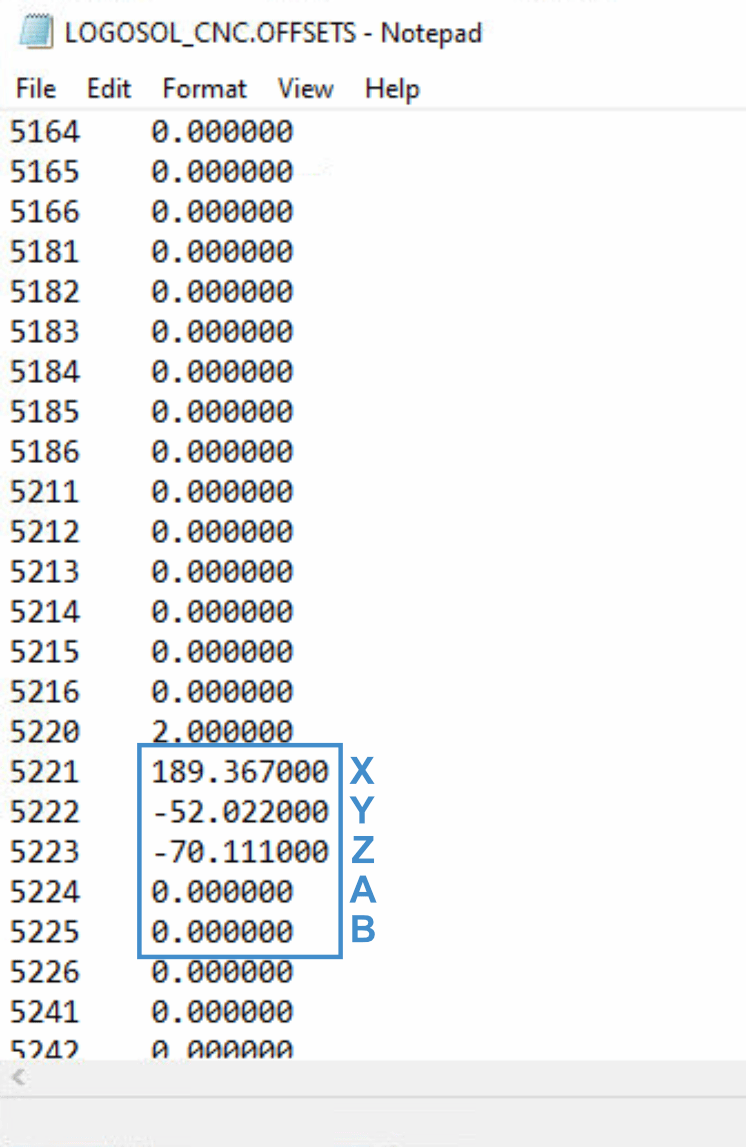
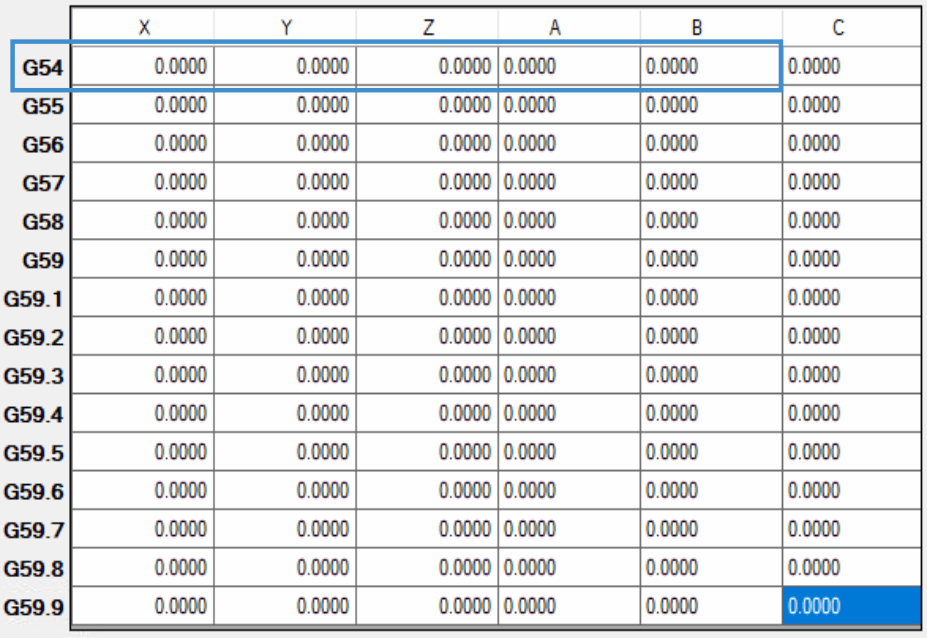
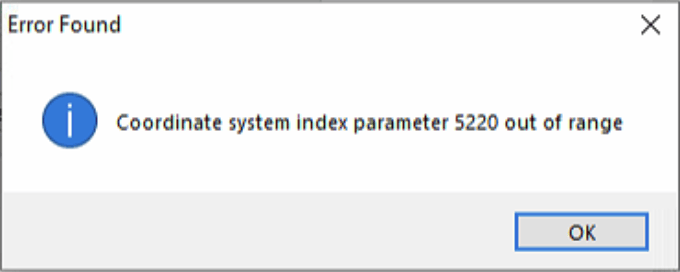
"Required parameters out of range" sorunu
"Tamam"a tıklayın ve "Active part offset'i" kontrol edin.
Açılır menüden aktif parça ofseti olarak G54'ü seçin.
"Communication error" sorunu
Tablet bilgisayarınıza bağlı olan USB kablonuzun gevşek veya çıkmış olup olmadığını kontrol edin. Nadiren USB bağlantı noktaları arızalanabilir, bu nedenle USB bağlantı noktasını değiştirerek de kontrol edebilirsiniz.
Soğutucu ünite alarmı
Soğutucu ünite alarmı, soğutucu ünitede sirkülasyon olmadığını gösterebilir. Durum buysa, şunları kontrol etmelisiniz:
Soğutucu ünite hortumlarının sirkülasyonu engelleyecek şekilde katlanmış veya bükülmüş olup olmadığını kontrol edin.
Havanın "Chiller out"ndan çıkıp çıkmadığını görmek için bir hava tabancası veya hava hortumu ile "Chiller in"ne hava üfletin.
"Software B limit violation" sorunu
CAM yazılımında işin B açılarını kontrol edin:
CAM bilgisayarınızda bu konuma gidin.
Bu bilgisayar > Belgelerim > YenaDent CAM 6 > TOOLPATH > Records
Hesaplanan işinizi burada açın. Ardından hazırlık sekmesine gidin. Ardından disk üzerindeki B açılarınızı kontrol edin.
"Software Z limit violation" sorunu
Programın kullandığı tüm takımları "Replace tool" düğmesiyle ölçün.
Takım ölçme sırasında sorun
Havayı kontrol edin.
Mavi, makine işlemleri için yeterli hava basıncı olmadığı anlamına gelir.
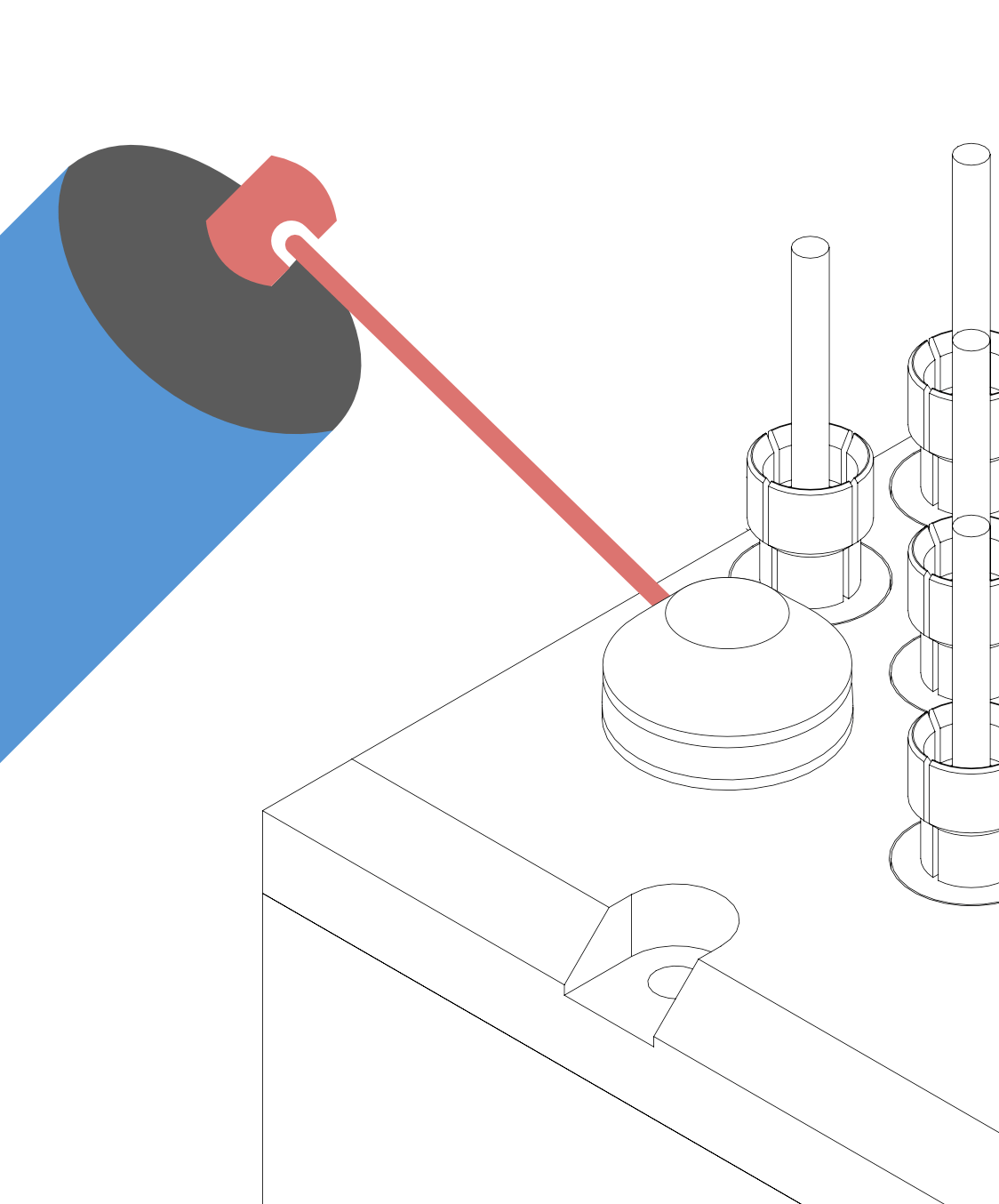
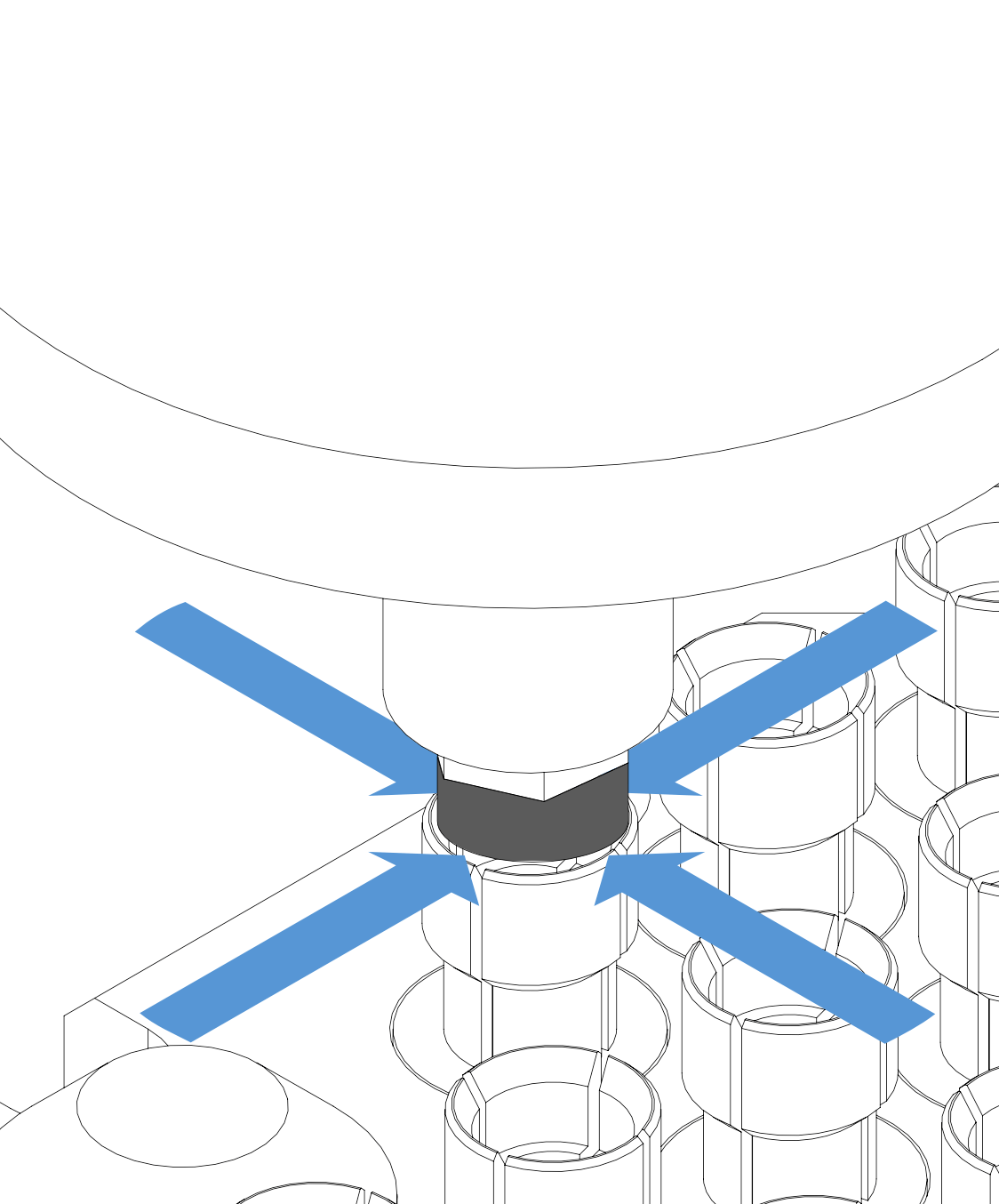
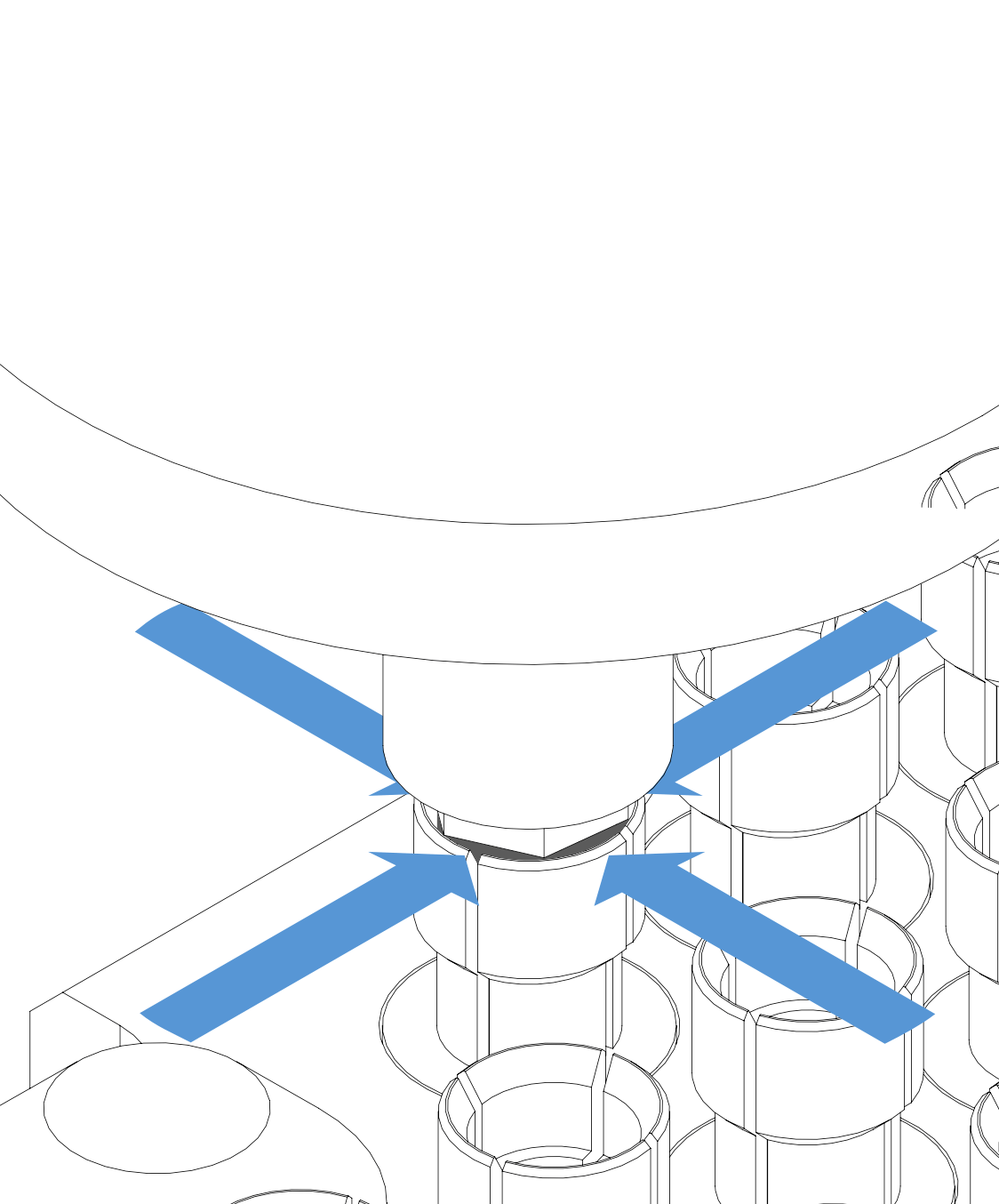
Takım ölçme sensör probunuzun takılıp takılmadığını kontrol edin.
Prob manuel olarak itilerek kontrol edilebilir. Sıkışmışsa probu temizleyin.
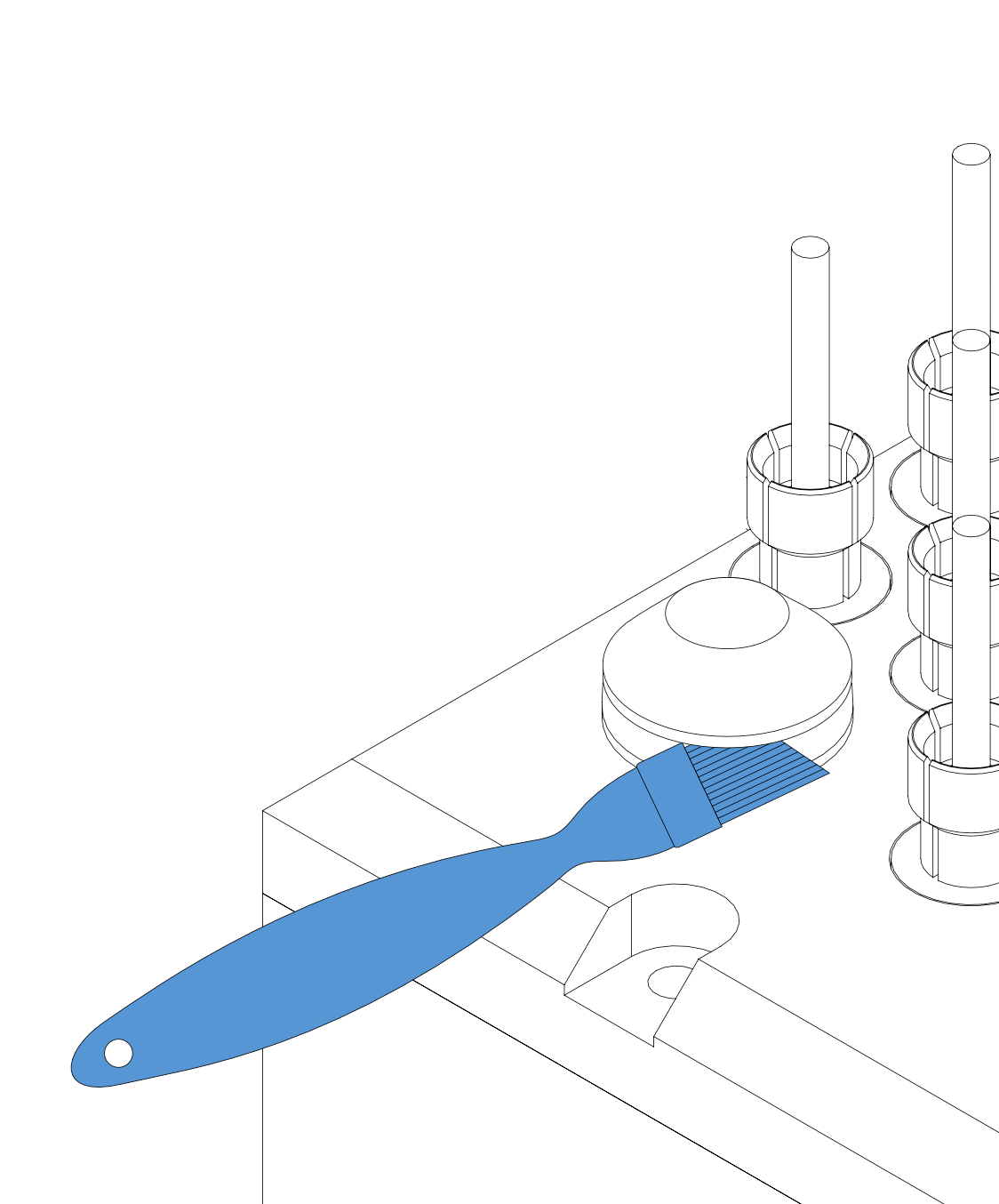
Probun altını bir fırça ile temizleyebilirsiniz. Temizledikten sonra probun serbestçe hareket edip etmediğini kontrol edin.
Islak frezelemede fırça yeterli olmayabilir. Zirkonya ve kesme sıvısı sertleştirilebilir. Bu durumda lütfen Wd40 gibi bir nüfuz edici/yağlayıcı sprey kullanın.
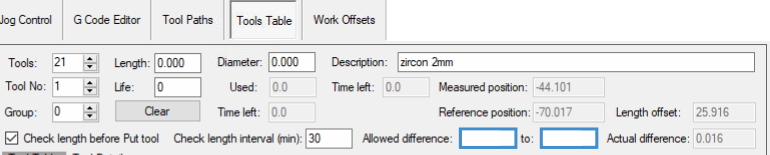
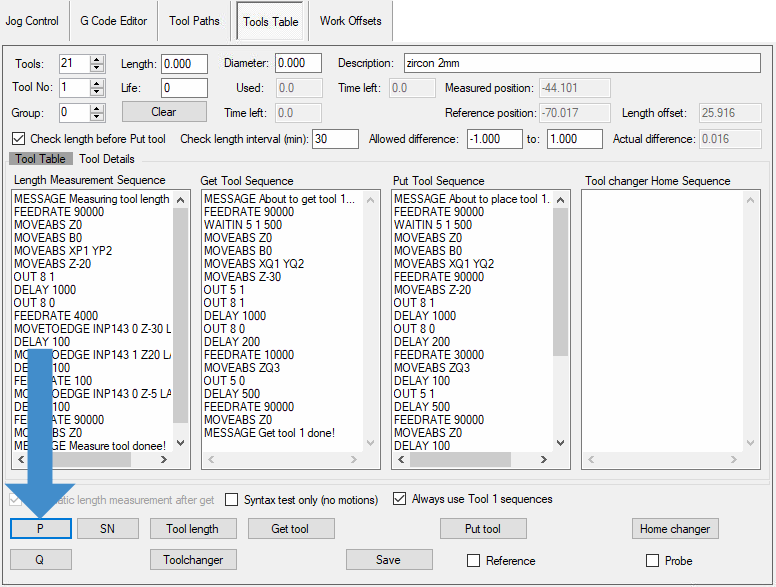
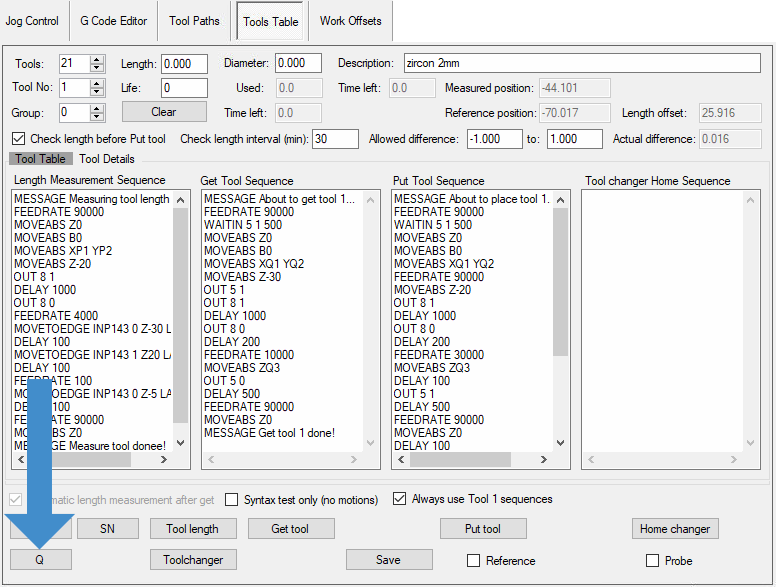
"Allowed difference" değerlerinin silinip silinmediğini kontrol edin.
"Tools table" menüsüne erişmek için servis kodu gereklidir.
Şifre: 9362
Silinmişlerse, "Allowed difference" kutularının içine "-1" ila "1" girin.
Ayarlamadan sonra "Save" düğmesine tıklayın.
Tool replacement menüsünde sadece "0" görünme sorunu
ToolGroups dosyasının içeriğinin silinip silinmediğini kontrol edin.
CNC programını kapatın.
CNC bilgisayarınızda bu konuma gidin.
Bu bilgisayar > Yerel Disk (C:) > MCTL > PARMS
"ToolGroups.setup" dosyasını açın.
İçerik boşsa ToolGroup dosyasını indirin, kopyalayın ve var olan ile değiştirin.
"Replace tool" düğmesini kullanarak takım tutucu üzerindeki tüm takımları ölçtürün.
"Tool measurement error on line #X" sorunu
Havayı kontrol edin.
Mavi, makine işlemleri için yeterli hava basıncı olmadığı anlamına gelir.
Takım ölçme sensör probunuzun takılıp takılmadığını kontrol edin.
Prob manuel olarak itilerek kontrol edilebilir. Sıkışmışsa probu temizleyin.
Probun altını bir fırça ile temizleyebilirsiniz. Temizledikten sonra probun serbestçe hareket edip etmediğini kontrol edin.
Islak frezelemede fırça yeterli olmayabilir. Zirkonya ve kesme sıvısı sertleştirilebilir. Bu durumda lütfen Wd40 gibi bir nüfuz edici/yağlayıcı sprey kullanın.
"Put tool error" sorunu
Havayı kontrol edin.
Mavi, makine işlemleri için yeterli hava basıncı olmadığı anlamına gelir.
ToolGroups dosyasının içeriğinin silinip silinmediğini kontrol edin.
CNC programını kapatın.
CNC bilgisayarınızda bu konuma gidin.
Bu bilgisayar > Yerel Disk (C:) > MCTL > PARMS
Open the "ToolGroups.setup" file.
İçerik boşsa ToolGroup dosyasını indirin, kopyalayın ve var olan ile değiştirin.