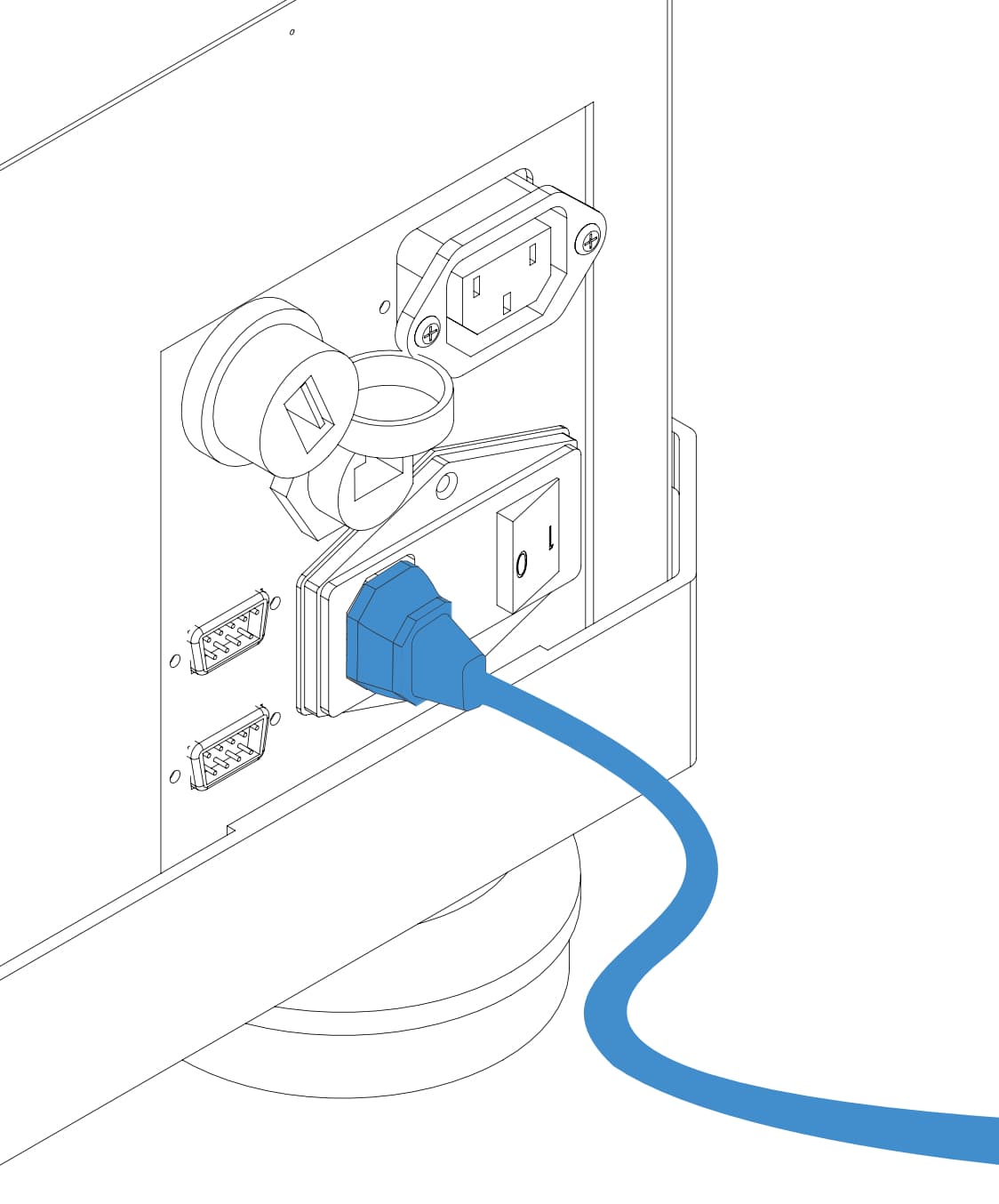
● 220 volts ± %5, 50Hz, 1 Kw, Tek faz ana elektrik çıkışı.
● Minimum 3 x 1.5mm Güç kablosu ve 16 Amp sigorta montajı.
● Topraklama tipi sınıf 3 ( Sınıf 3 topraklama gereksinimleri, max 100 Ω topraklama direnci ve 500 V megger ölçüm cihazı olmalıdır).
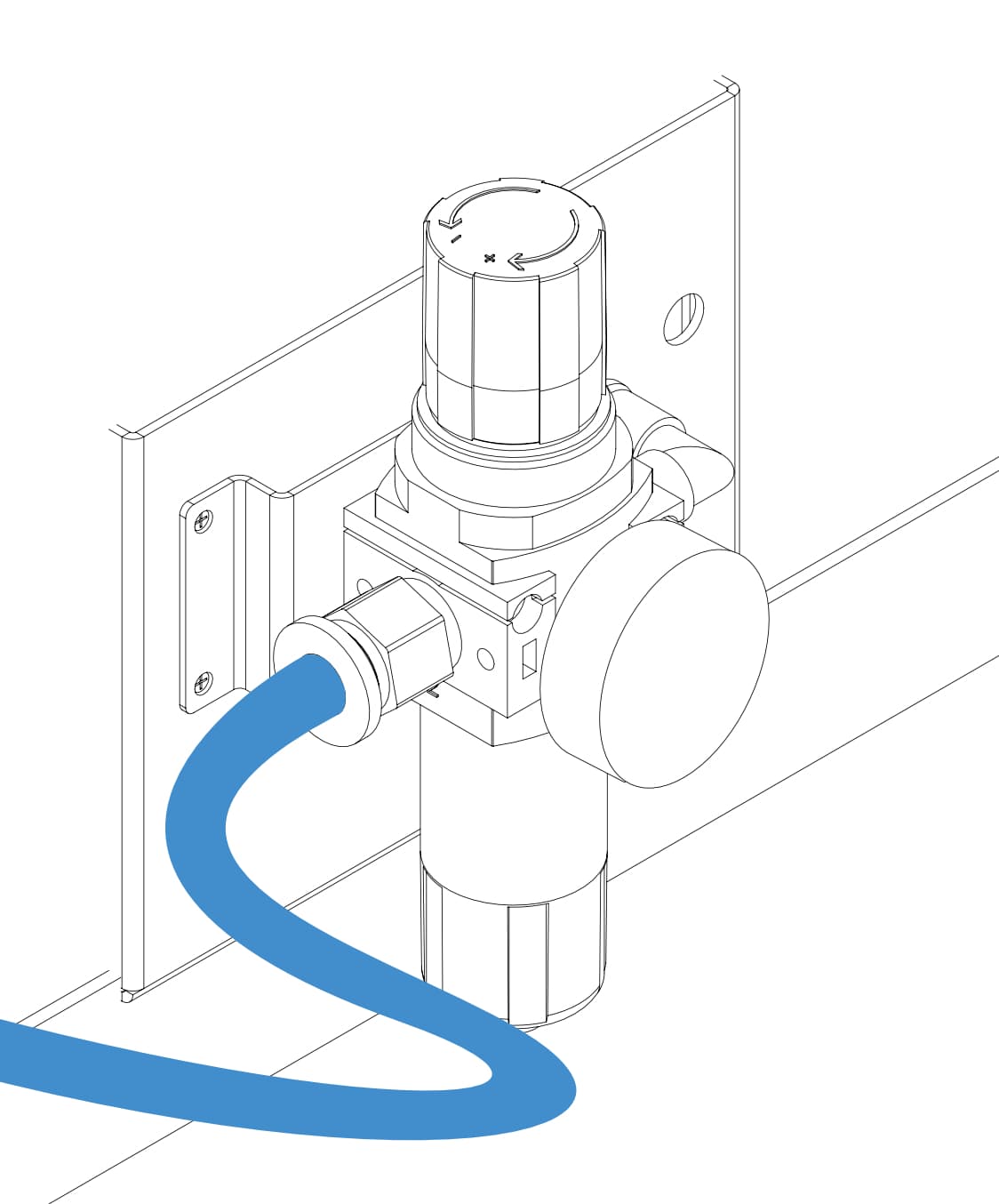
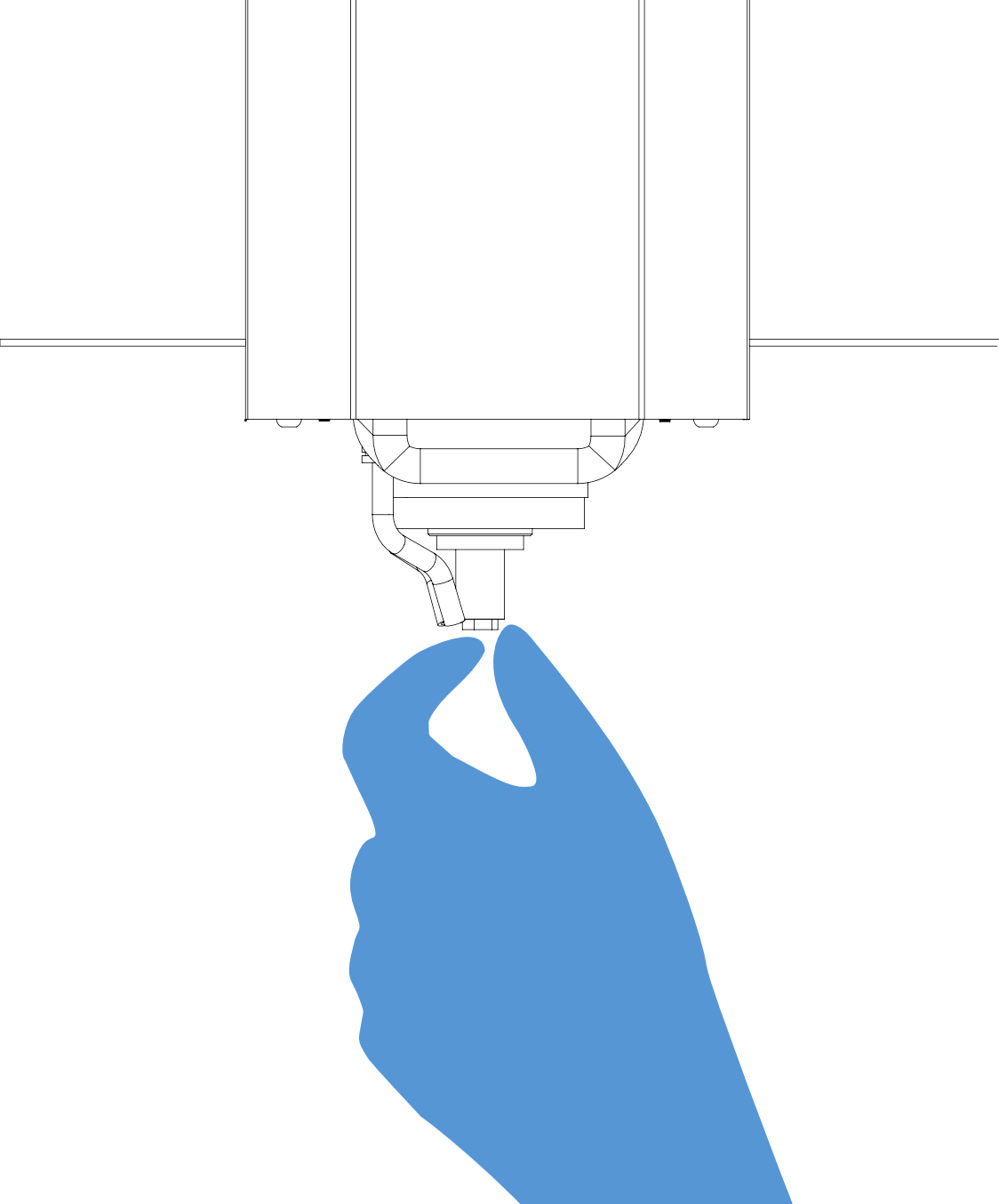
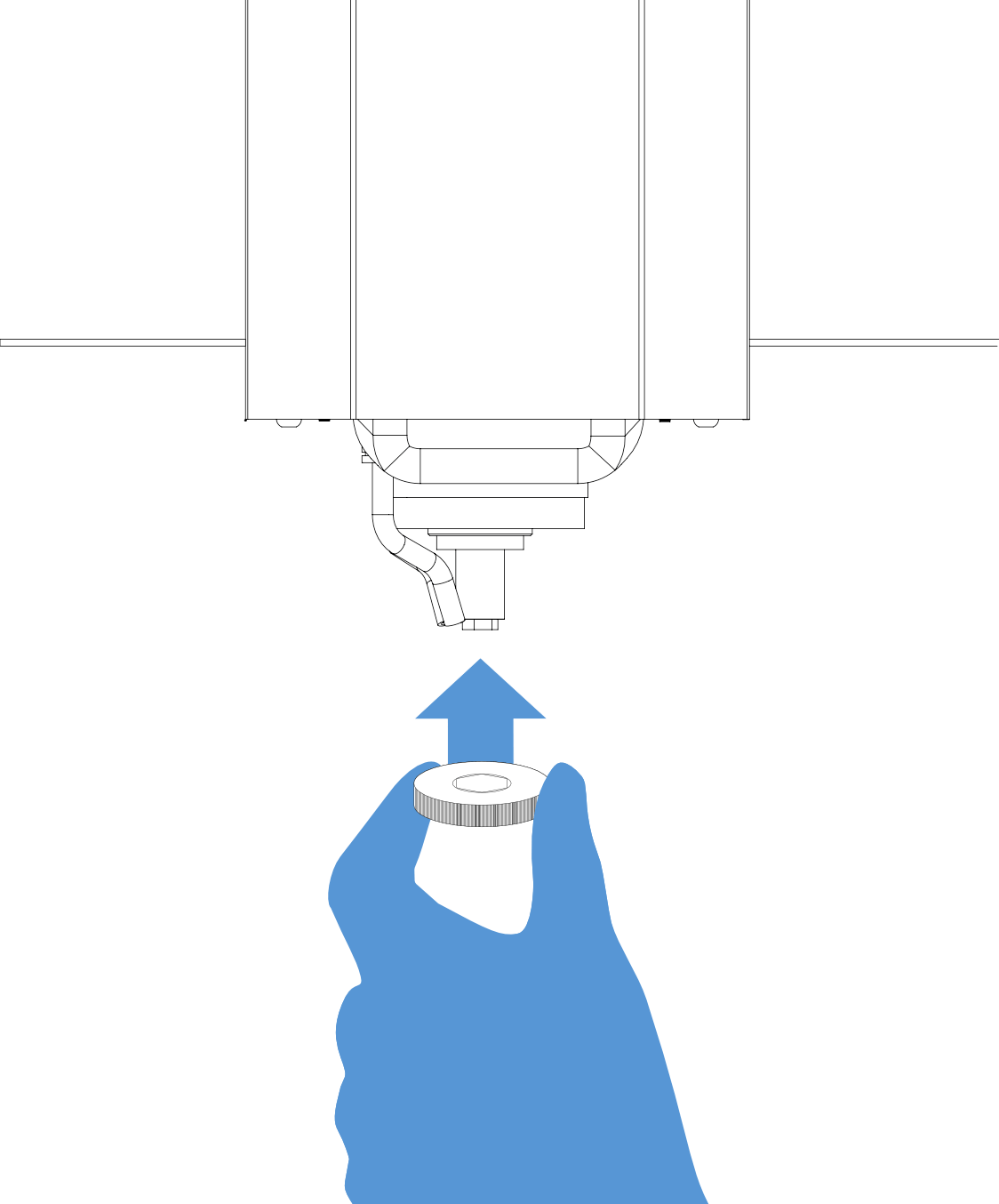
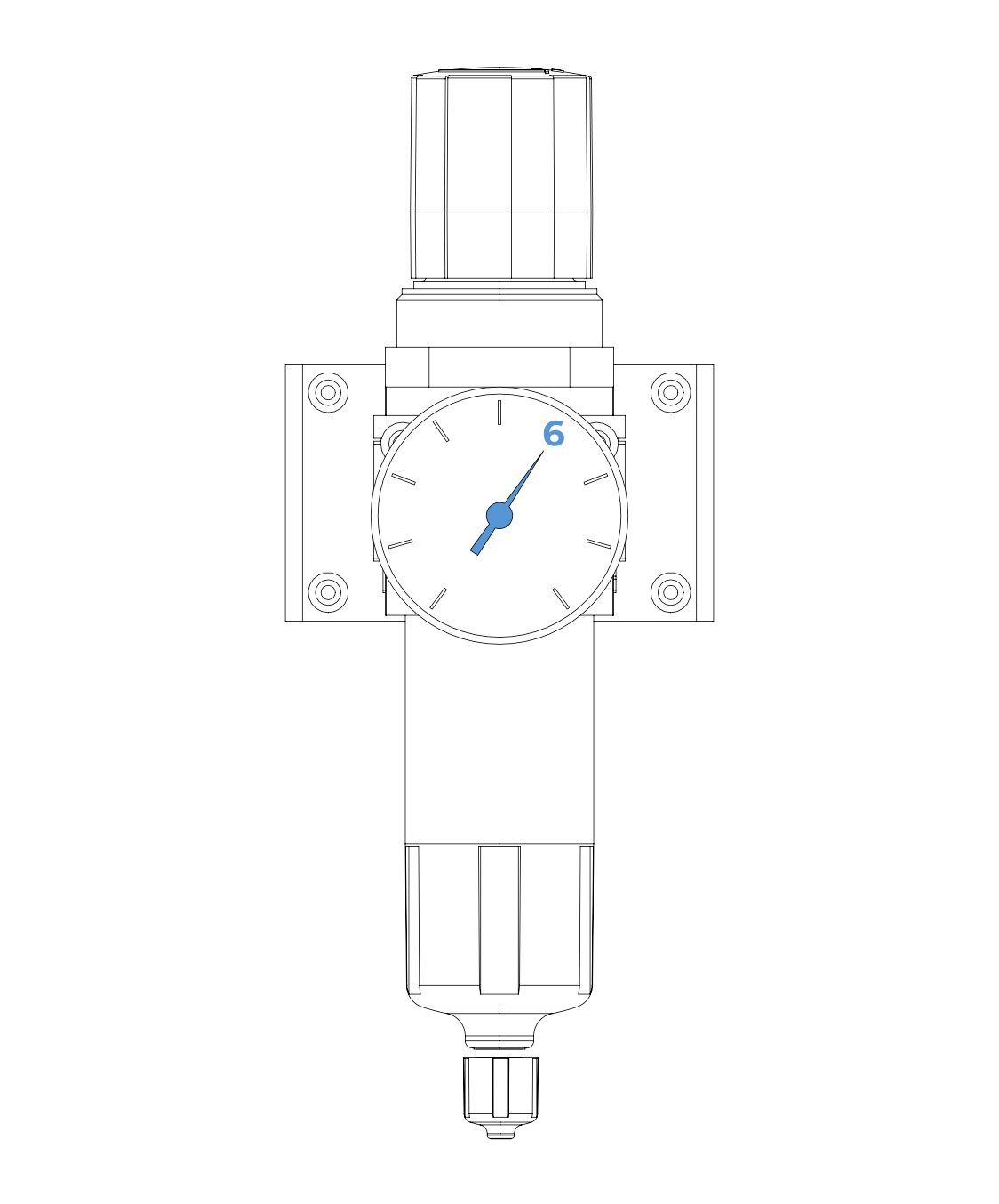
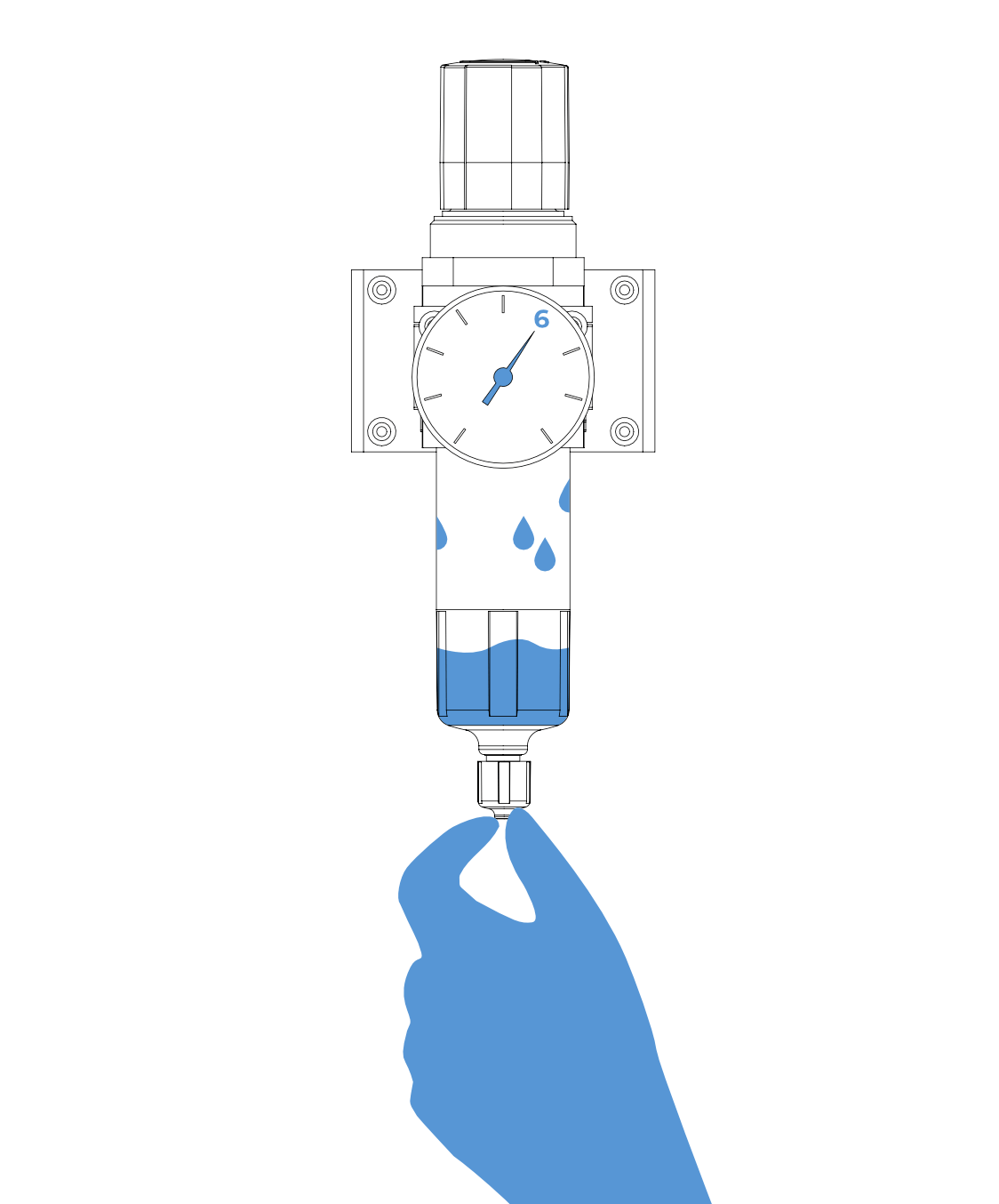
● Hava basıncı minimum 6 bar olmalıdır (ISO 9001, ISO 14001 & ISO 1217).
● Dakikada minimum 125 litre hava akışı sağlamalıdır. Tavsiye edilen 175 litredir.
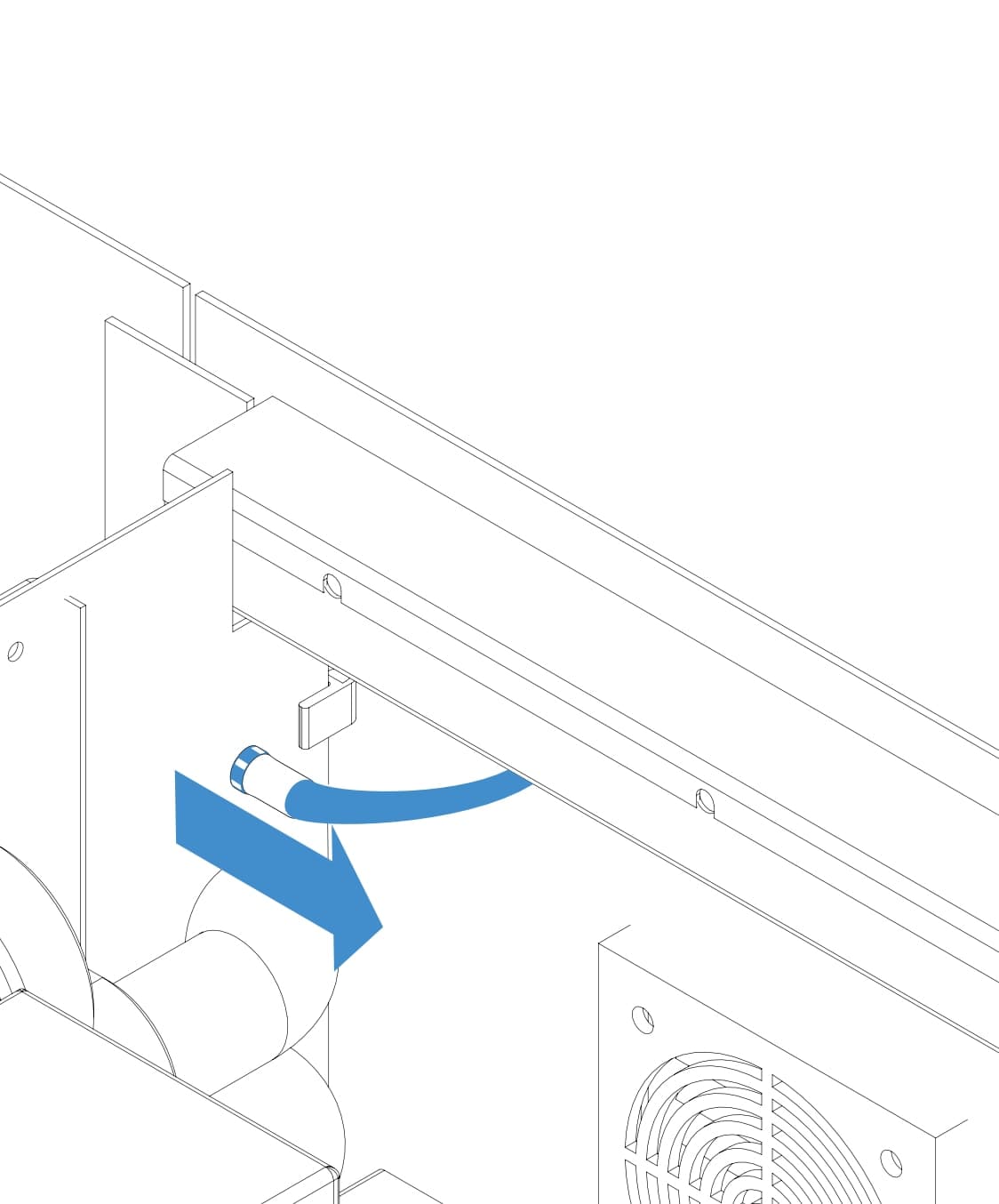
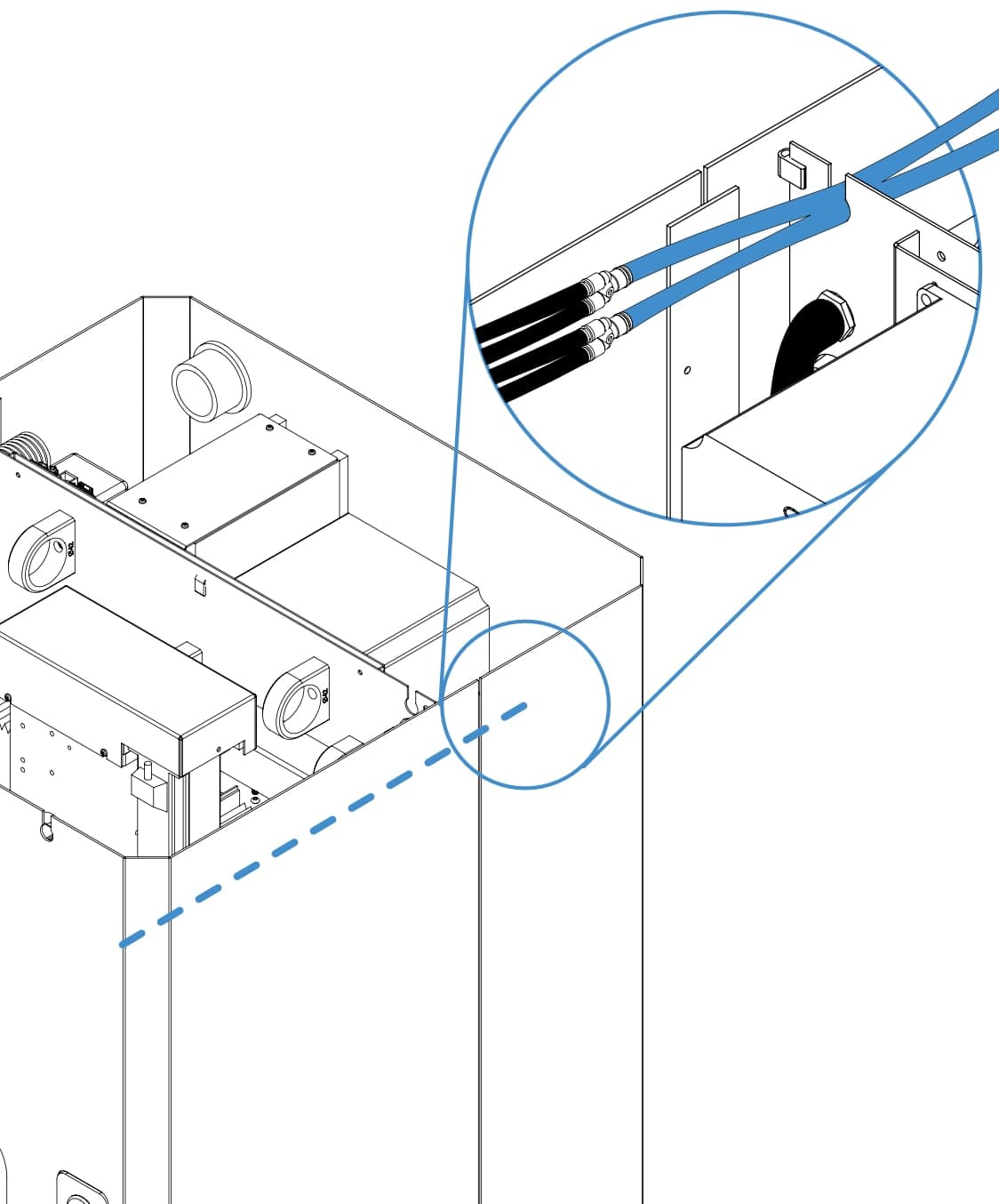
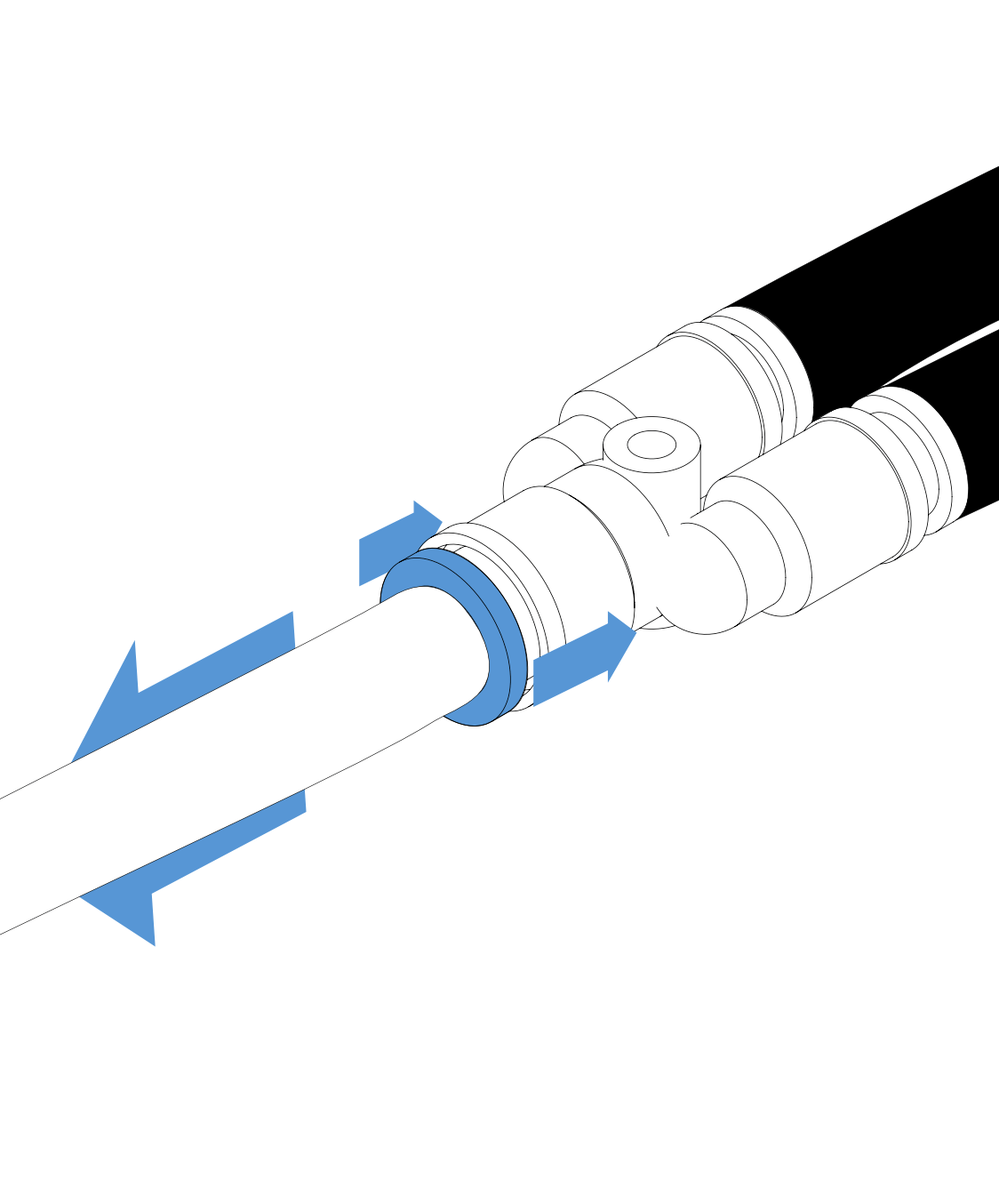
● Kompresör ve makine arasındaki bağlantı en az 3/4” boyutunda olmalıdır.
● Açma kapama için mekanik valf olmalıdır.
● Katı atıklar – Sınıf 3 – Katılar için filtre derecesi en az 5µm olmalıdır
● Su içeriği – Sınıf 4 – maks. Basınçlı damlama noktası +3C.
● Toplam yağ içeriği – Sınıf 2 – maks. yağ içeriği 0.1mg/m³.
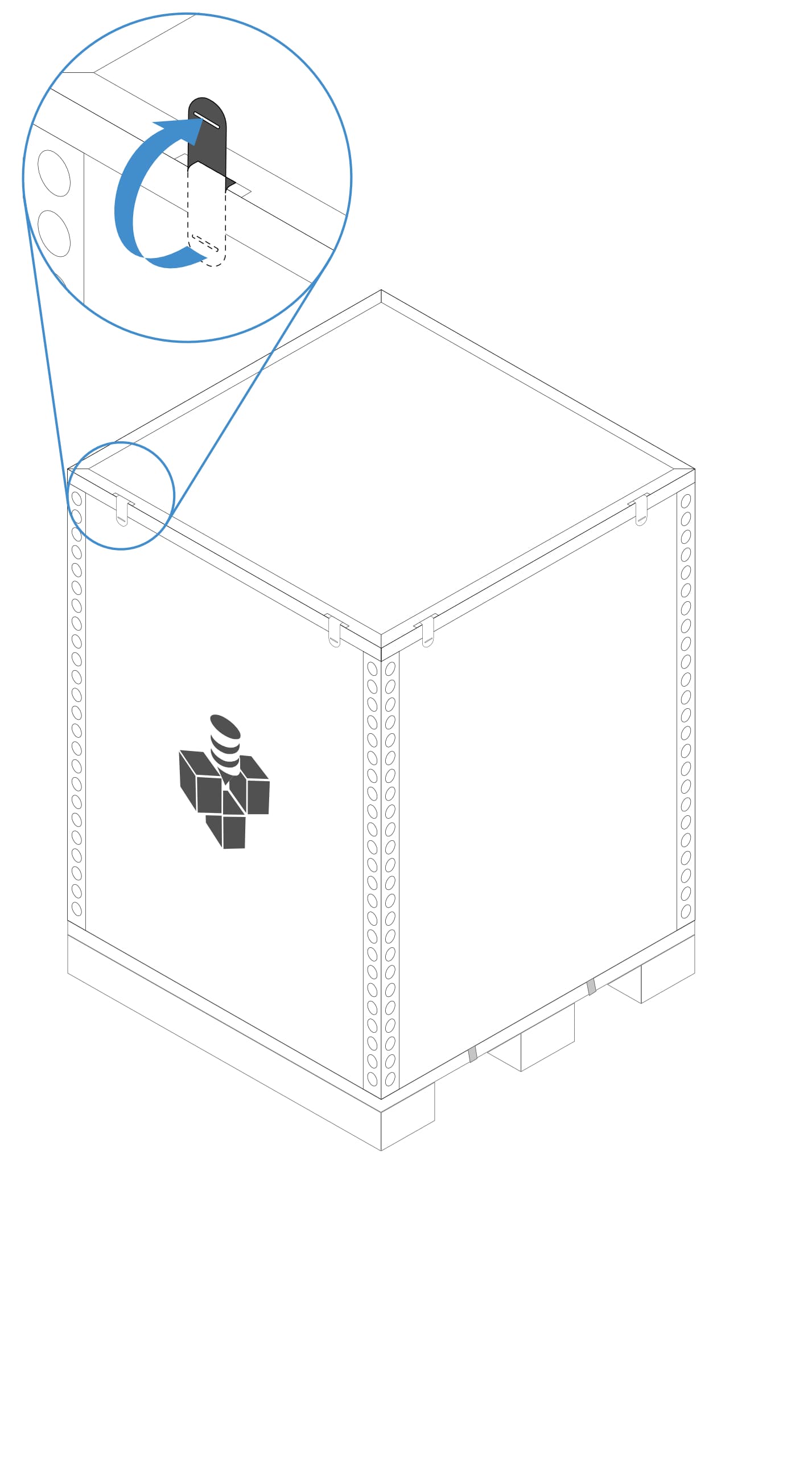
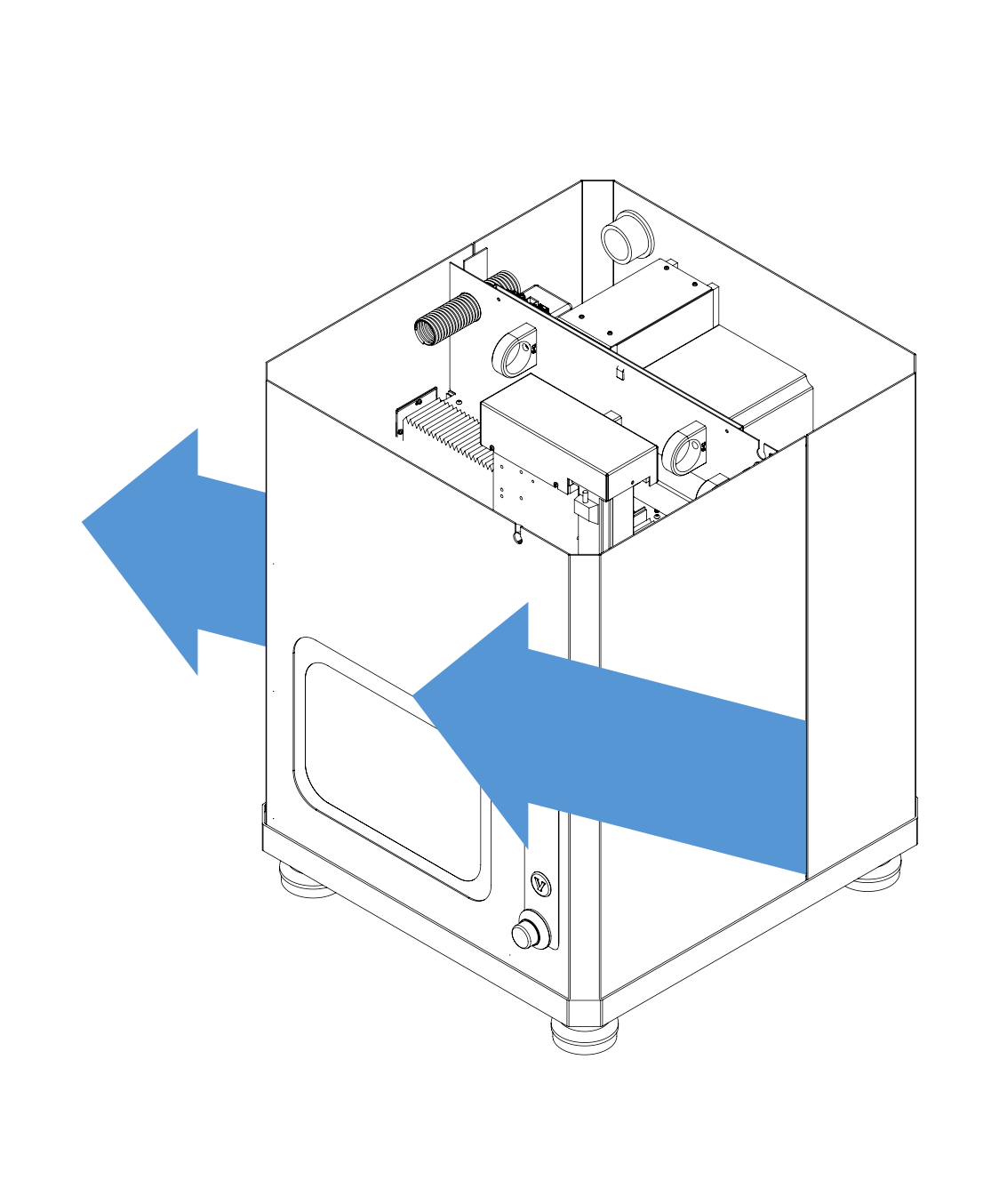
● Makine çalışırken titreşim oluşturur, bu nedenle pürüzsüz bir beton zemin yüzeyi hazırlanmalıdır. Makine tabanı boyunca sadece 5 mm'lik bir seviyeye izin verilir. Makine çevresi açık olmalıdır.
● Duvar ve makine arasında en az 50 cm mesafe olmalıdır.
● Basınçlı havanın nem ve sıcaklığı değişiyorsa, kurutma sistemi ve hava soğutucuları monte edilmelidir.
● Basınçlı hava sıcaklığı oda sıcaklığı ile aynı olmalıdır.
● İşleme koşulu için ortam sıcaklığı 20-25 ºC derece olmalıdır.